При срезании большого по толщине припуска продольную обработку заготовки рационально выполнять с использованием автоматического многопроходного цикла G77, который может быть реализован при работе без скоса (рис. 16) и работе со скосом (рис. 17). Этот цикл позволяет сократить и упростить управляющую программу, а также повысить производительность обработки.
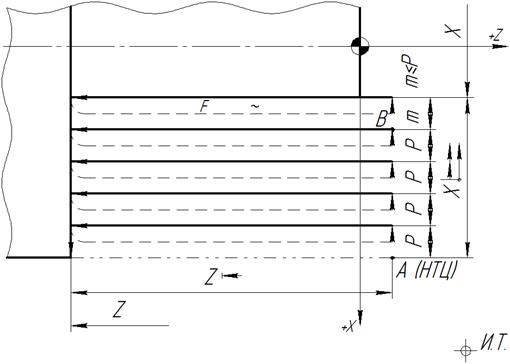
Рис. 16. Схема структуры многопроходного
продольного цикла G77 без скоса

Рис. 17. Схема структуры многопроходного
продольного цикла G77 со скосом
Цикл G77 имеет структуру:
G77 ( ,
,  ) *, X* (или Х )*, Z (или Z
) *, X* (или Х )*, Z (или Z  )*, F*, P1*, P2,
)*, F*, P1*, P2,
где X – конечный диаметр или общая величина припуска по оси X; Z – координата конечной точки прохода или длина прохода по оси Z; F – рабочая подача в цикле; Р1– припуск на проход (задается на диаметр); Р2 – величина скоса по оси Z. P1 и Р2 – всегда положительны, отсутствие Р2 указывает на работу без скоса. Символ  определяет набор глубины прохода ускорено, а символ указывает на возврат режущего инструмента после окончания цикла в начальную точку последнего прохода (точка B). Если символ опущен, то по окончании цикла инструмент возвращается в начальную точку цикла (Н.Т.Ц.).
определяет набор глубины прохода ускорено, а символ указывает на возврат режущего инструмента после окончания цикла в начальную точку последнего прохода (точка B). Если символ опущен, то по окончании цикла инструмент возвращается в начальную точку цикла (Н.Т.Ц.).
Количество проходов в цикле G77 определяется системой ЧПУ автоматически, так же как и глубина последнего прохода m ≤ Р1. Например, при обработке ступени детали диаметром 74 мм из заготовки диаметром 120 мм резец выполнит пять проходов с глубиной последнего – 6 мм на диаметр (рис. 18).

Рис. 18. Схема для программирования многопроходной
продольной обработки по циклу G77
Управляющая программа многопроходной продольной обработки этой детали с использованием цикла G77 имеет следующий вид:
| N0 M40
| Третий диапазон частоты вращения шпинделя.
|
| N1 M3
| Прямое направление вращения шпинделя.
|
| N2 S520
| Частота вращения шпинделя – 520 об/мин.
|
| N3 F25
| Подача – 0,25 мм/об.
|
N4 Х18000  * *
| Выход инструмента в И.Т. ускоренно, одновременно по двум координатам.
|
| N5 Z5000
|
| N6 T5
| Поворот револьверной головки в позицию Т5.
|
| N7 X12000 *
| Подвод резца в Н.Т.Ц. ускоренно, одновременно по двум координатам.
|
| N8 Z200
|
N9 G77  * *
| Цикл G77
| Набор глубины прохода ускоренно.
|
| N10 X7400 *
| Окончательный диаметр обработки 74 мм.
|
| N11 Z-4000 *
| Координата конечной точки по оси Z.
|
| N12 P1000
| Припуск на один проход 10 мм на диаметр.
|
| N13 X18000 *
| Отход инструмента в И.Т. ускоренно, одновременно по двум координатам.
|
| N14 Z5000
|
| N15 M5
| Останов шпинделя.
|
| N16 M30
| Конец программы.
|
Цикл G77 целесообразно применять и для обработки ступенчатого вала с большим по толщине припуском (рис. 19). В этом случае для обработки каждой из ступеней вала последовательно используется цикл G77. По окончании выполнения цикла G77 резец на быстром ходу подводится к начальной точке цикла обработки следующей ступени, а после многопроходной обработки ступени – возвращается в начальную точку этого цикла.

Рис. 19. Схема многопроходной продольной
обработки ступенчатого вала по циклам G77
| N0 M40
| Третий диапазон частоты вращения шпинделя.
|
| N1 M3
| Прямое направление вращения шпинделя.
|
| N2 S600
| Частота вращения шпинделя – 600 об/мин.
|
| N3 F30
| Подача – 0,3 мм/об.
|
N4 Х18000  * *
| Выход инструмента в И.Т. ускоренно, одновременно по двум координатам.
|
| N5 Z5000
|
| N6 T3
| Поворот револьверной головки в позицию Т3.
|
| N7 X12000 *
| Подвод резца в Н.Т.Ц.1 ускоренно, одновременно по двум координатам.
|
| N8 Z200
|
| N9 G77 *
| Первый цикл G77, набор глубины прохода – ускоренно, возврат резца в начало последнего прохода, окончательный диаметр обработки – 96 мм, длина прохода – 100 мм, глубина резания на один проход – 8 мм (на диаметр).
|
| N10 X9600 *
|
| N11 Z-10000 *
|
| N12 P800
|
| N13 Х9600
| Подвод резца в Н.Т.Ц.2 ускоренно по оси Х.
|
N14 G77  * *
| Второй цикл G77, набор глубины прохода – ускоренно, возврат резца в начало последнего прохода, окончательный диаметр обработки – 52 мм, длина прохода – 60 мм, глубина резания на один проход – 8 мм (на диаметр).
|
| N15 X5200 *
|
| N16 Z-6000 *
|
| N17 P800
|
| N18 Х5200
| Подвод резца в Н.Т.Ц.3 ускоренно по оси Х.
|
| N19 G77 *
| Третий цикл G77, набор глубины прохода – ускоренно, окончательный диаметр обработки – 22,8 мм, длина прохода – 20 мм, глубина резания на один проход – 8 мм (на диаметр).
|
| N20 X2280 *
|
| N21 Z-2000 *
|
| N22 P800
|
| N23 X18000 *
| Отход инструмента в И.Т. ускоренно, одновременно по двум координатам.
|
| N24 Z5000
|
| N25 M5
| Останов шпинделя.
|
| N26 M30
| Конец программы.
|
Фрагмент управляющей программы с использованием цикла G77 для обработки валика со скосом по оси Z – 12 мм и глубиной резания на один проход – 8 мм (см. рис. 17) имеет вид:
| N7 Х8000 *
| Подвод резца в Н.Т.Ц. ускоренно, одновременно по двум координатам.
|
| N8 Z900
|
| N9 G77 *
| Цикл G77 многопроходной продольной обработки со скосом, набор глубины прохода – ускоренно, возврат резца в начальную точку цикла (Н.Т.Ц.).
|
| N10 X4000 *
| Окончательный диаметр обработки – 40 мм.
|
| N11 Z-8200 *
| Длина обрабатываемой ступени – 82 мм.
|
| N12 F3000 *
| Подача в цикле – 0,3 мм/об.
|
| N13 P800 *
| Глубина резания на один проход – 8 мм (на диаметр).
|
| N14 P1200
| Скос по оси Z – 12 мм.
|







