Продувка металла в ковше инертными газами (аргоном, и реже, азотом) является обязательным элементом современной технологии ковшевой обработки стали и позволяет решать следующие задачи:
- усреднение химического состава и температуры металла;
- корректировка температуры металла (охлаждение);
- ускорение расплавления и равномерное распределения в объеме ковша легирующих и раскислителей;
- удаление неметаллических включений, образующихся при глубинном раскислении;
- дегазация (снижение концентрации водорода и азота) металла;
- интенсификация процессов вакуумирования и десульфурации металла за счет лучшего перемешивания.
В зависимости от решаемых задач при использовании инертного газа выбирают тип и конструкцию продувочного устройства, режим продувки и величину расхода инертного газа.
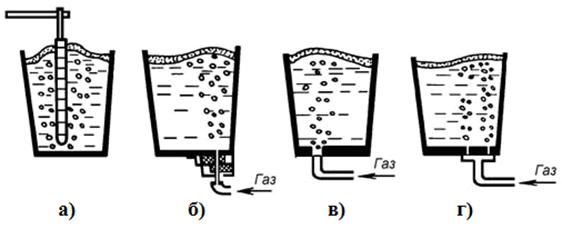
Наиболее простыми вариантами подачи инертного газа (без изменения конструкции футеровки ковша) является использование устройств типа футерованной фурмы («ложного» стопора), погружаемых в металл на 250-300 мм выше уровня днища ковша или подача газа через кислородную трубку, установленную в шиберном затворе стальковша (рисунок 1). Однако эти способы имеют ограниченную эффективность, поскольку не обеспечивают формирование мелких пузырей газа (менее 5 мм) и их равномерное распределение по объему металла. Поэтому в современном сталеплавильном производстве предпочитают применять более сложные, но и более эффективные способы подачи аргона в ковш (рисунок 1):
- через пористые пробки (блоки), устанавливаемые в днище ковша;
- через пористые швы в днище ковша.
Эти варианты обеспечивают более равномерное распределение пузырьков аргона в объеме металла и возможность регулирования расхода газа в широком диапазоне при сохранении размеров пузырьков газа на оптимальном уровне – менее 5 мм. Стойкость пористых огнеупорных блоков (из муллитового, корундового, магнезитового или цирконо-силикатного огнеупорного материала) достигает 3-5 плавок (продувок), а днище из обычных огнеупоров с пористыми швами служит всю кампанию ковша и заменяется только при ремонте футеровки.
|
| а – через погружаемую фурму; б – через шиберный затвор;
в – через пористый блок; г – через пористые швы в днище
|
| Рисунок 1 – Способы продувки металла в ковше
|
Кроме способа подвода инертного газа, на эффективность его использования влияет расход, определяемый продолжительностью и интенсивностью продувки.
Ускорение расплавления и равномерное распределение легирующих и раскислителей, выравнивание температуры и химического состава металла в объеме ковша обеспечивается при расходе инертного газа до 0,5 м3/мин и продолжительности продувки 5-15 мин. При этом, для усреднения металла по составу и температуре достаточна продувка в течении 2-3 минут с расходом газа до 0,2 м3/мин.
Удаление из металла неметаллических включений (оксидные продукты раскисления) обеспечивается при расходе инертного газа 0,5-1,0 м3/т при обязательном присутствии на поверхности металла в ковше жидкоподвижного восстановительного покровного шлака.
Дегазация металла при продувке его в ковше аргоном возможна в процессе длительной продувки (20-30 мин) при расходе аргона 2-3 м3 на 1 т стали. Однако даже при такой обработке не удается понизить содержание водорода ниже 3 ppm, а содержание азота практически не снижается.
Продувку инертным газом применяют также при вакуумировании и десульфурации металла. Эффективность этих операций повышается в результате интенсификации перемешивания металла, а также увеличения поверхности контакта металла со шлаком (для десульфурации).
Стали, не содержащие нитридообразующих элементов (хром, титана, ванадия и др.) допускается продувать азотом, действие которого на металл аналогично аргону. При этом, при температуре обрабатываемого металла до 1600 °С не происходит заметного растворения азота. Однако с повышением температуры металла и расхода азота вероятность его растворения в металле существенно повышается, что ограничивает его применение.
Таким образом, в зависимости от решаемых при продувке инертным газом задач, расход газа может изменяться от 0,1 до 3 м3/т стали (обычно 0,3-2,0 м3/т) при давлении 0,2-0,5 МПа. При обычной технологии продувки с расходом газа до 2-3 м3/т охлаждающий эффект составляет 1,5-2,5 °С/мин (без продувки скорость охлаждения 0,5-1,0 °С/мин). Поэтому при продувке в течение 10-15 минут температура металла снижается на 20-30 °С, что необходимо учитывать в технологии производства стали.
Вакуумная обработка стали








