Техническая характеристика и устройство импульсного ультразвукового эхо-дефектоскопа УДМ – 1М:
1. Рабочие частоты 1; 8; 2,5 и 5 МГц;
2. Максимальная глубина прозвучивания стали 2500 мм;
3. Минимальная глубина прозвучивания для стали (мертвая зона)
на частоте 2,5 МГц:
а) при использовании нормальной искательной головки – 8мм;
б) при использовании раздельно-совмещенной искательной
головки –2 мм;
в) при использовании призматической искательной головки –
1мм.
4. Потребляемая мощность 130 Вт;
5. Питание- сеть переменного тока 220 В;
6. Масса прибора 14 кг.
На рисунке 1 приведена блок-схема импульсного ультразвукового эхо-дефектоскопа.
Синхронизатор 1 (мультивибратор частоты посылок) вырабатывает импульсы, которые используются для запуска генератора импульсов 2 и генератора основной развертки 4. Генератор импульсов генерирует кратковременные сигналы высокочастотных электрических колебаний, которые, в свою очередь, возбуждают пьезоэлектрический преобразователь искательной головки 10.
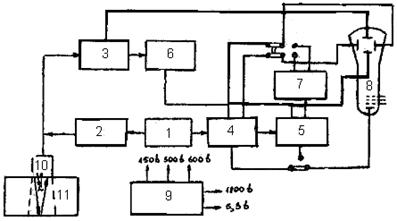
Рис. 1 Схема импульсного ультразвукового эхо-дефектоскопа:
1- синхронизатор; 2 - генератор импульсов; 3 – усилитель; 4 - генератор основной развертки; 5- электронный глубиномер; 6 - автоматический сигнализатор дефектов; 7 - генератор задержанной развертки ("Электронная лупа”); 8 – электронно-лучевая трубка (кинескоп); 9 - блок питания; 10 - искательная головка;11- контролируемая деталь.
Пьезоэлектрический преобразователь искательной головки преобразует электрические колебания в механические упругие колебания ультразвуковой частоты. Эти колебания при соприкосновении искательной головки о поверхностью контролируемой детали 11 проникают внутрь изделия в распространяются в нем узким пучком. Дойдя до дефекта и дна детали импульсы отражаются от них. Часть отражаемой энергии импульсов попадает на приемный пьезоэлектрический преобразователь 10, который преобразует их я электрические колебания, которые поступают далее на усилитель 3. Усиленные в продетектированные отраженные импульсы с усилителя поступают на вертикально-отклоняющие пластины электронно-лучевой трубки осциллоскопического индикатора 8 и на селектор автоматического сигнализатора дефектов (АСД) 6.
На горизонтально отклоняющие пластины электронно-лучевой трубки синхронно с излучаемыми (зондирующими) импульсами подается развертывающее пилообразное напряжение, вырабатываемое генератором основной развертки 4. Измеряя с помощью метки электронного глубиномера 5 время от момента посылки импульса до момента появления эхо-сигнала на экране электроннолучевой трубки, можно определить расстояние от дефекта или до дна изделия по формуле:
 (1)
(1)
где l -расстояние до дефекта, см;
c - скорость распространения импульсов в материале детали, см/с;
t -время распространения импульса до дефекта и обратно, с.
Шкала глубиномера проградуирована в сантиметрах. Глубиномерное устройство, кроме метки глубиномера, вырабатывает селекторный импульс, который управляет схемой автоматического сигнализатора дефектов; строб-импульс, с помощью которого на экране индикатора выбирается зона контроля с использованием автоматического сигнализатора дефектов; импульс запуска задерженной развертки 7 ("электронной лупы"), с помощью которой можно рассмотреть в увеличенном масштабе любой участок контролируемой детали.
Дефектоскоп по разработанной схеме допускает работу как на одну совмещенную искательную головку, так и на две раздельные искательные головки.
Выбор искательной головки зависит от конфигурации детали, чистоты обработки ее поверхности, предполагаемого местонахождения и формы дефекта.
В комплекте импульсного ультразвукового эхо-дефектоскопа УДМ-1М имеются три типа головок: нормальная 1, раздельно-совмещенная 2 и призматическая 3 (рис.2).

Рис. 2.Типы искательных головок
1- нормальная; 2- раздельно-совмещенная; 3- призматическая
Нормальными искательными головками пользуются для контроля деталей, поверхность которых над местом возможного расположения дефекта плоская или выпуклая с большим радиусом кривизны.
Раздельно-совмещенными искательными головками пользуются при контроле металлических изделий небольших толщин (от 2 до 40 мм) и для определения поверхностных трещин на глубине более 2 мм.
Призматическими искательными головками пользуются при обнаружении дефектов на глубине менее 2 мм от поверхности, а также в случае расположения возможных дефектов перпендикулярно к поверхности детали, при контроле сварных швов, при плохо обработанной поверхности и в других подобных случаях.
Контроль металлических деталей ультразвуком производится после соответствующей подготовки их поверхности.
При пользовании нормальными искательными головками требуется улучшенная обработка поверхности детали. Менее жесткие требования предъявляются к поверхности в случае пользования призматическими искательными головками.
Ультразвуковой контроль можно вести при обработке поверхности с шероховатостью Rz40 –Rz20 и даже по черновой поверхности после проката. Для более детального исследования шероховатость поверхности следует доводить до 2,5 - 2,0. Чтобы улучшить акустический контакт искательной головки с контролируемой деталью, между ними следует вводить слои жидкости в виде масла, воды или мыльной пены.
Выбор частоты определяется величиной зерна материала изделия. Для деталей, имеющих мелкозернистое строение, целесообразно использовать частоты 2,5 и 5 МГц. Выбор частоты также зависит от шероховатости поверхности и толщины контролируемой детали. Чем ниже она и больше толщина изделия, тем более низкую частоту следует выбирать.






