

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
Топ:
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Интересное:
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Расчётную длину обработки Lр определяют по формуле
Lр = l + l1 + l2, мм,
где l – действительная длина обработки, определяемая по чертежу, (l = 43 мм);
l1 – величина врезания резца (l1 = 1...5 мм);
l2 – перебег резца при обтачивании на проход (l2 = 2...3 мм).
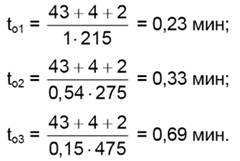
Сумма основного технологического времени tо на обработку поверхности 2 составит:
tо(П2) = tо1 + tо2 + tо3 = 0,23 + 0,33 + 0,69 = 1,25 мин.
Расчет основного времени для 30–35 переходов наружных поверхностей 1 и 3
Расчётную длину обработки Lр определяют по формуле
Lр = l + l1 + l2, мм,
где l – действительная длина обработки, определяемая по чертежу, (l = 43 – 26 = 17 мм);
l1 – величина врезания резца (l1 = 1...5 мм);
l2 – перебег резца при обтачивании на проход, (l2 = 0 мм, так как обтачивание поверхности 1 выполняется в упор поверхности 3);
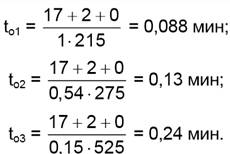
Сумма основного технологического времени tо на обработку поверхностей 1 и 3 составит:
tо(П1,3) = tо1 + tо2 + tо3 = 0,088 + 0,13 + 0,24 = = 0,458 мин.
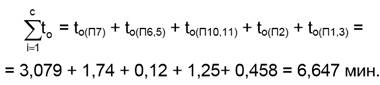
Сумма всех основных времен токарной операции, необходимых на обработку всех поверхностей детали равна:
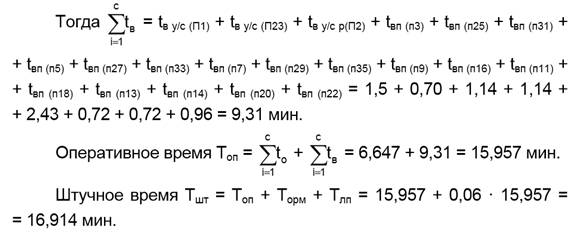
Сумма всех вспомогательных времен операции включает вспомогательное время на установку и снятие детали t в у/с и время, связанное с переходом t в п.
Вспомогательное время на установку и снятие детали и переустановку детали tв у/с = tв у/с (П1) + tв у/с (П23) = 0,25 + + 1,25 = 1,5 мин (при массе детали Мд = = 0,932 кг).
Вспомогательное время на установку и снятие резцов tв у/с р = tв у/с р(П2) = 0,70 мин.
При грубой обработке наружных и внутренней поверхностей:
tв п = tвп (п3) + + tвп (п25) + tвп (п31) = 0,42 + 0,36 + 0,36 = 1,14 мин.
При получистовой обработке наружных и внутренней поверхностей: tв п = tвп (п5) + tвп (п27) + + tвп (п33) = 0,38 + 0,38 + 0,38 = 1,14 мин.
При чистовой обработке наружных и внутренней поверхностей:
tв п = tвп (п7) + tвп (п29) + tвп (п35) = 0,81 + 0,81 + 0,81 = 2,43 мин.
При грубой обработке торцовых поверхностей:
tв п = tвп (п9) + tвп (п16) = 0,36 + 0,36 = 0,72 мин.
При получистовой обработке торцовых поверхностей:
tв п = tвп (п11) + + tвп (п18) = 0,36 + 0,36 = 0,72 мин.
При чистовой обработке торцовых поверхностей и фасок:
tв п = tвп (п13) + tвп (п14) + tвп (п20) + tвп (п22) = 0,36 +
+ 0,12 + 0,36 + 0,12 = 0,96 мин.
Подготовительно-заключительное время
Тп-з = 8,0 мин.

Расчет норм времени протяжной операции.
Основное время tо для 4 перехода обработки шпоночного паза 8 протяжкой рассчитывают по формуле
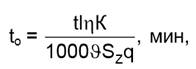
где t – припуск на сторону, снимаемый за один проход, мм; l – длина протягиваемого отверстия, мм;
η – коэффициент, учитывающий длину калибрующей части протяжки (η = 1,17...1,25 – для нормальных протяжек);
К – коэффициент, учитывающий обратный ход станка (К = = 1,14...1,50);
ϑ – скорость резания, м/мин;
SZ – подача на один зуб протяжки, мм/зуб;
q – число зубьев протяжки, находящихся одновременно в работе и определяемое по формуле:
q = l t,
где l – длина протягиваемого отверстия, мм;
t – шаг зубьев протяжки, зависящий от длины протягиваемого отверстия l (t = 0,251мм при l = 36...75 мм).

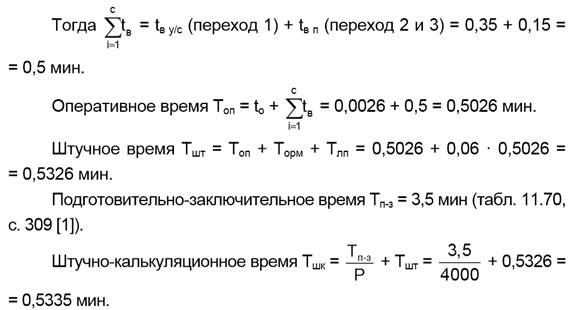
Сумма всех вспомогательных времен операции включает вспомогательное время на установку и снятие детали tву/с и время, связанное с переходом tвп.
Вспомогательное время на установку и снятие детали tв у/с = 0,35 мин (при массе детали Мд = 0,932 кг). Вспомогательное время, связанное с операцией при работе на протяжных станках tв п = 0,15 мин.
|
|
|

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

