ФОРМЫ УЧАСТИЯ В КОНКУРСЕ
Индивидуальный конкурс.
ЗАДАНИЕ ДЛЯ КОНКУРСА
Содержанием конкурсного задания являются Сварочные работы.
Участники соревнований получают инструкцию, рабочие чертежи. Конкурсное задание имеет несколько модулей, выполняемых последовательно.
Конкурс, включает в себя сборку и сварку стыковых и угловых соединений пластин и труб, а также сортового проката во всех рабочих положениях и швами с разными углами наклона и вращения (вся сварка соединений, емкостей и сосудов выполняется вертикально снизу вверх; для модулей из алюминия и нержавеющей стали все швы выполняются в один проход с присадочным материалом).
Окончательные аспекты критериев оценки уточняются членами жюри. Оценка производится как в отношении работы модулей, так и в отношении процесса выполнения конкурсной работы. Если участник конкурса не выполняет требования техники безопасности, подвергает опасности себя или других участников, такой участник может быть отстранен от конкурса.
Время и детали конкурсного задания в зависимости от конкурсных условий могут быть изменены членами жюри.
Конкурсное задание должно выполняться помодульно. Оценка также происходит от модуля к модулю.
МОДУЛИ ЗАДАНИЯ И НЕОБХОДИМОЕ ВРЕМЯ
Модули и рекомендуемое время приведены в таблице 1
Таблица 1.
| № п/п
| Наименование модуля
| Рабочее время
| Время на задание
|
| 1
| Модуль 1: Контрольные образцы.
Тестовый контроль трубы 1А
Тестовый контроль пластины 1В
Тестовый контроль пластины 1С
Тестовый контроль сварки 1Д и 1Е
(два образца)
| С1
|
| 5 часов
|
| 2
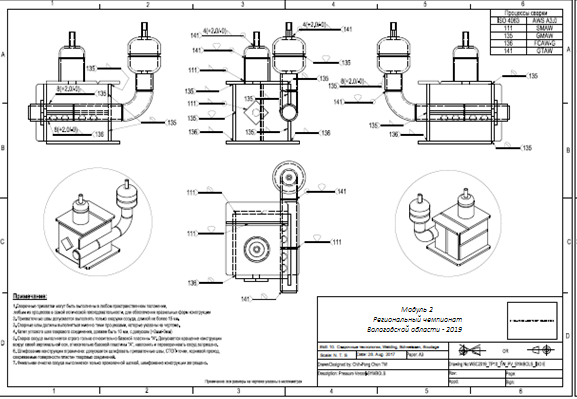
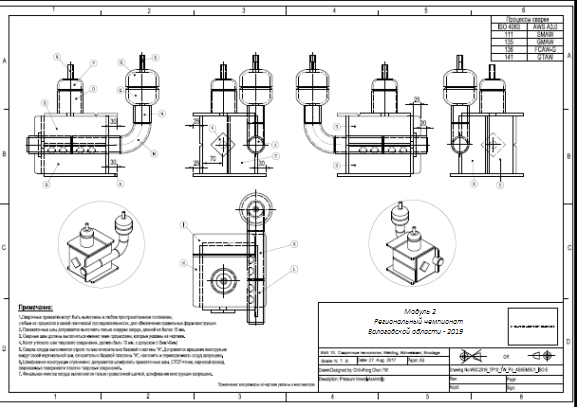
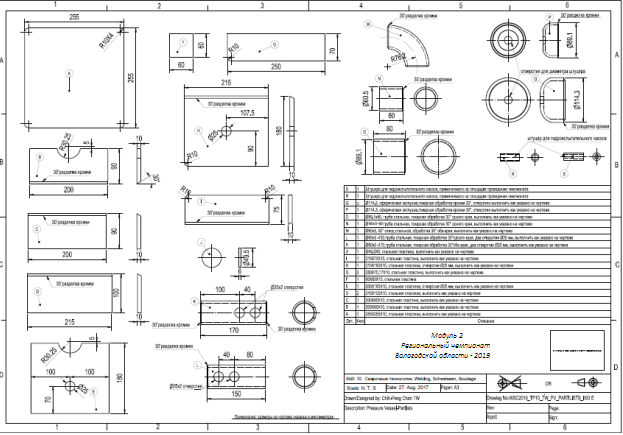
| Модуль 2: Резервуар, работающий под давлением
| С1-С3
|
| 9 часов
|
| 3
| Модуль 3: Алюминиевая конструкция
| С1-С3
|
| 2 часа
|
| 4
| Модуль 4: Конструкция из нержавеющей стали
| С1-С3
|
| 2 часа
|
Критерии оценки
В данном разделе определены критерии оценки и количество начисляемых баллов (субъективные и объективные) таблица 2. Общее количество баллов задания/модуля по всем критериям оценки составляет 100.
Таблица 2.
| Раздел
| Критерий
| Оценки
|
| Мнение судей
| Объективная
| Общая
|
| А
| Визуально-измерительный контроль
| 4,50
| 50,50
| 55,00
|
| В
| Испытания на герметичность
| -
| 14,00
| 14,00
|
| С
| Разрушающий контроль
| -
| 9,00
| 9,00
|
| D
| Неразрушающий контроль - (РК)
| -
| 20,00
| 20,00
|
| Е
| Охрана труда и техника безопасности
|
| 2,00
| 2,00
|
| Итого:
| 4,50
| 95,50
| 100,00
|
Субъективные оценки - Не применимо.
Приложения к заданию
Приложение 1.
Чертеж Модуль1. Контрольные образцы
Приложение 2.
Чертеж Модуль 2. Резервуар, работающий под давлением
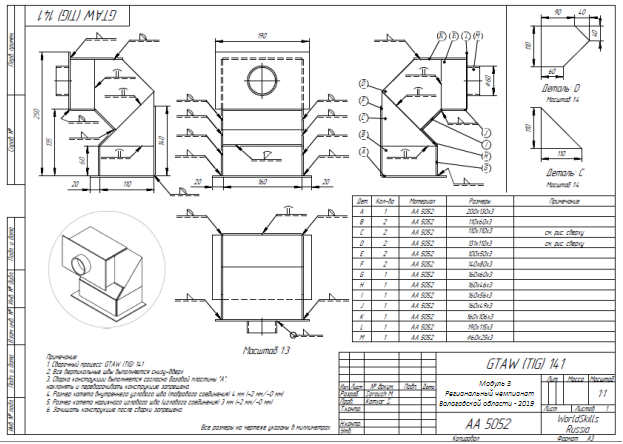
Приложение 3.
Чертеж Модуль 3: Алюминиевая конструкция
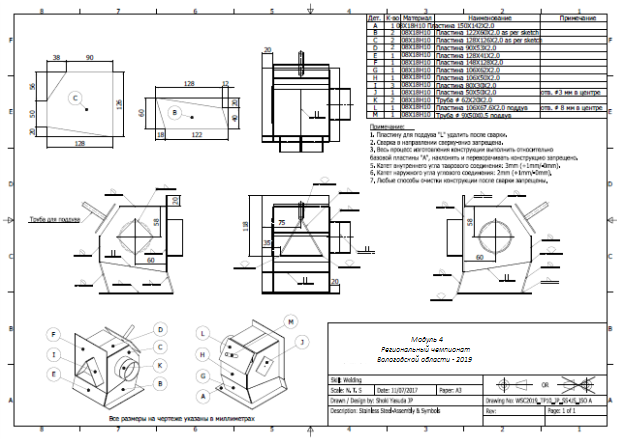
Приложение 4.
Чертеж Модуль 4: Конструкция из нержавеющей стали
ФОРМЫ УЧАСТИЯ В КОНКУРСЕ
Индивидуальный конкурс.
ЗАДАНИЕ ДЛЯ КОНКУРСА
Содержанием конкурсного задания являются Сварочные работы.
Участники соревнований получают инструкцию, рабочие чертежи. Конкурсное задание имеет несколько модулей, выполняемых последовательно.
Конкурс, включает в себя сборку и сварку стыковых и угловых соединений пластин и труб, а также сортового проката во всех рабочих положениях и швами с разными углами наклона и вращения (вся сварка соединений, емкостей и сосудов выполняется вертикально снизу вверх; для модулей из алюминия и нержавеющей стали все швы выполняются в один проход с присадочным материалом).
Окончательные аспекты критериев оценки уточняются членами жюри. Оценка производится как в отношении работы модулей, так и в отношении процесса выполнения конкурсной работы. Если участник конкурса не выполняет требования техники безопасности, подвергает опасности себя или других участников, такой участник может быть отстранен от конкурса.
Время и детали конкурсного задания в зависимости от конкурсных условий могут быть изменены членами жюри.
Конкурсное задание должно выполняться помодульно. Оценка также происходит от модуля к модулю.
МОДУЛИ ЗАДАНИЯ И НЕОБХОДИМОЕ ВРЕМЯ
Модули и рекомендуемое время приведены в таблице 1
Таблица 1.
| № п/п
| Наименование модуля
| Рабочее время
| Время на задание
|
| 1
| Модуль 1: Контрольные образцы.
Тестовый контроль трубы 1А
Тестовый контроль пластины 1В
Тестовый контроль пластины 1С
Тестовый контроль сварки 1Д и 1Е
(два образца)
| С1
|
| 5 часов
|
| 2
| Модуль 2: Резервуар, работающий под давлением
| С1-С3
|
| 9 часов
|
| 3
| Модуль 3: Алюминиевая конструкция
| С1-С3
|
| 2 часа
|
| 4
| Модуль 4: Конструкция из нержавеющей стали
| С1-С3
|
| 2 часа
|
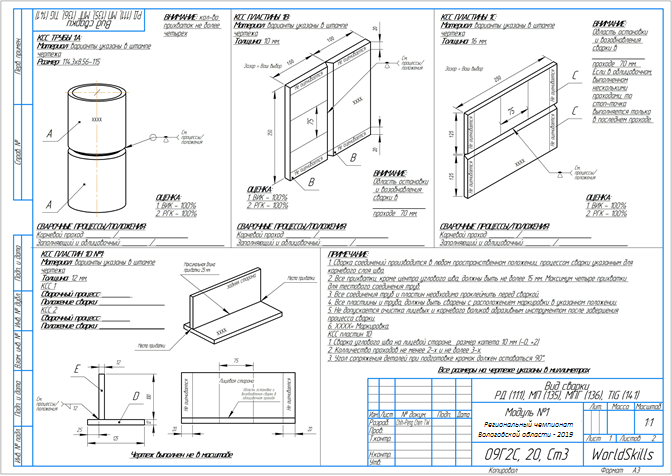
Модуль 1: Контрольные образцы из углеродистой стали
Участнику необходимо выполнить сборку и сварку стыковых и угловых соединений пластин и труб (приложение 1 к Конкурсному заданию).
Участнику необходимо:
- предоставить пять образцов, имеющих V-образное стыковое или тавровое соединение; полностью и правильно собранные в соответствии с чертежом и конкурсным заданием; сварные соединения не должны иметь сквозных дефектов.
Описание.
Тестовый контроль трубы 1А — контрольное сварное соединение 2 (двух) частей трубы диаметром Ø114,3 мм и толщиной стенки 8,56 мм (4" SCH 80) из углеродистой стали.
Сборка: количество прихваток 4, длина которых от 5 до 15 мм.
Стоп-точка: при сварке стыкового соединения труб не производится.
Проштамповывание:
Труба 1А - должна быть закреплен в предоставленном позиционере и помечен в позиции «на 12 часов» перед началом сварки. Это будет подтверждено штампом, а также станет референтной точкой для любой проверки или испытаний.
Тестовый контроль пластины 1В - состоит из 2 (двух) деталей пластин, каждая каждая размерами 10×100×250 мм.
Сборка: 2 прихватки выполняются на расстоянии не более 20 мм от краев пластины.
Длина прихваток от 5 до 15 мм.
Прихватки выполнять с лицевой стороны (со стороны разделки кромок).
Тестовый контроль пластины 1С - состоит из 2 (двух) деталей пластин, каждая размерами 16×125×250 мм.
Сборка: 2 прихватки выполняются на расстоянии не более 20 мм от краев пластины.
Длина прихваток от 5 до 15 мм.
Прихватки выполнять с лицевой стороны (со стороны разделки кромок).
При сварке пластин 1С толщиной 16 мм стоп-точка выполняется следующим образом:
- при использовании GMAW (MAG) для выполнения корневого прохода - в центре шва с допуском (35 мм);
- при использовании полуавтоматических процессов (GMAW/MA/FCAW), для заполняющего и облицовочного только при выполнении последнего прохода облицовочного слоя в центре шва с допуском (35 мм).
В случае сварки с колебаниями или многопроходной сварке узкими валиками требуется производить стоп-точку только на последнем проходе облицовочного слоя.
GTAW (141) не применяется на контрольном образце 1С (s=16 мм).
GMAW (MAG) является единственным полуавтоматическим процессом, используемым для выполнения корневых проходов.
FCAW (136) не применяется для выполнения корневых проходов.
Тестовый контроль сварки 1Д и 1Е (два образца - таврового соединения1Д и 1Е) - состоит из 2 (двух) деталей, одна пластина 12×125×250 мм, вторая 12×100×250 мм.
Сборка таврового соединения производится без зазора.
Угол сопряжение деталей должен оставаться 90º.
Количество прихваток – 3, согласно чертежу.
Две прихватки длиной не более 10 мм, по торцам таврового соединения;
Одна прихватка длиной до 25 мм, по центру образца в обратной стороны сварного соединения;
Все сварные швы тавровых соединений должны быть выполнены с катетом 10мм (+2мм/-0мм) в соответствии с ИСО 9606. Аттестационные испытания сварщиков - сварка плавлением. Часть 1: Стали.
Швы таврового соединения должны быть выполнены за два слоя и минимум два, максимум три прохода, включая корневой.
Образцы со сварными швами, выполненными за один или более трех проходов, не получают никаких оценок.
Стоп-точку при сварке таврового соединения необходимо произвести в центре шва с допуском (35 мм). Исключение составляет 111 процесс.
Стоп-точка должна быть расположена на корневом и/или облицовочном проходе в соответствии с решением жюри во время конкурса.
Стоп-точка должна быть проверена и подтверждена постановкой штампа.
В случае, если Стоп-точка не была представлена или не была проштампована (отмечена), баллы за аспект «Кратерные и усадочные раковины» участнику не начисляются (В ОБЛИЦОВОЧНОМ СЛОЕ).
Запрещается шлифовка и зачистка абразивом после завершения сварки представленных контрольных образцов.
Зачистка проволочной щеткой:
Зачистка проволочной щеткой, ручная или с использованием механических инструментов (кордщеткой), может использоваться на всех сварных поверхностях образцов пластин/труб (Модуль 1).
СТОП-ТОЧКА:
В случае сварки с колебаниями или многопроходной сварки узкими валиками требуется производить стоп-точку только на последнем проходе облицовочного слоя.
Места прерывания дуги (стоп-точки), могут быть подготовлены перед продолжением сварки.
Внимание:
При сварке прихваток контрольных образцов (таврового соединения, образцов труб и образцов пластин) участник может использовать любые способы сварки.
После начала сварки элементы контрольных образцов запрещается разъединять и производить повторную прихватку.
Повторное прихватывание можно выполнять только в том случае, если сварка корня еще не начата.
Если участник сварит образец с помощью неправильного способа сварки или в неправильном пространственном положении, дальнейшая проверка и испытания проводиться не будут, баллы за представленный образец не начисляются!
Контрольный образец к оценке не принимается!
Для всех образцов пластин участок длиной 20 мм от краёв не подлежит проверке, и не будет проверяться или оцениваться.







