Минимально допустимый радиус гибки должен соответствовать пластичности металла и не допускать образования трещин в зоне растяжения.Если гибка производится с малым радиусом (r/s ≈ 1 и меньше), то следует располагать линию гиба поперек волокон проката.

Рис. 2.12. Схема линии гиба поперек волокон проката
1- прокатаная полоса; 2- волокна металла; 3- заготовка; 4- линия гиба.
Вариант Б лучше, чем вариант А.
Если радиус гиба достаточно большой, то можно применять и вариант А (линия гиба вдоль волокон металла). Минимально допустимый радиус гиба  зависит от пластичности металла, толщины, качества поверхности, состояния кромок. Также
зависит от пластичности металла, толщины, качества поверхности, состояния кромок. Также  зависит от способа гибки, угла изгиба и ширины заготовки. При резке заготовок для гибки на ножницах или при вырубке в штампах образуются заусенцы (на поверхности среза). Заготовку следует устанавливать заусенцами внутрь угла изгиба. Заготовку следует подвергать галтовке в барабане для удаления заусенцев или производить зачистку другим способом.
зависит от способа гибки, угла изгиба и ширины заготовки. При резке заготовок для гибки на ножницах или при вырубке в штампах образуются заусенцы (на поверхности среза). Заготовку следует устанавливать заусенцами внутрь угла изгиба. Заготовку следует подвергать галтовке в барабане для удаления заусенцев или производить зачистку другим способом.
= k*s
Примерные значения коэффициента k приведены в таблице 2.2.
Таблица 2.2.
|
Материал
| Заусенец к матрице
(снаружи от угла изгиба)
| Заусенец к пуансону
(внутрь угла изгиба)
|
| Линия гиба поперек волокон
| Линия гиба вдоль волокон
| Линия гиба поперек волокон
| Линия гиба вдоль волокон
|
| Сталь 08; 10
| 0,8
| 1,5
| 0,3
| 0,8
|
| Сталь 40; 50
| 3,0
| 6,0
| 1,2
| 3,0
|
| Медь
| 0,7
| 1,5
| 0,3
| 0,7
|
Расчет размеров заготовки при гибке
Определение размеров плоских заготовок, подлежащих гибке, основано на равенстве длины заготовки длине нейтрального слоя изогнутой детали.

Рис.2.13. Схема детали при гибке.
Длина исходной заготовки L =  +
+ 
 – длина прямолинейных участков; их колличество n;
– длина прямолинейных участков; их колличество n;  – длина криволинейных участков; их колличество m. Длины прямолинейных участков берут непосредственно с чертежа детали. Длины кривых участков берут по длине нейтрального слоя.
– длина криволинейных участков; их колличество m. Длины прямолинейных участков берут непосредственно с чертежа детали. Длины кривых участков берут по длине нейтрального слоя.
 =
=  =
=  ,
,
где  - радиус нейтрального слоя на -том участке;
- радиус нейтрального слоя на -том участке;  - угол изогнутого участка. Нейтральный слой немного смещен к внутренней поверхности заготовки(к пуансону) от средней линии(проходящей посредине толщины заготовки).
- угол изогнутого участка. Нейтральный слой немного смещен к внутренней поверхности заготовки(к пуансону) от средней линии(проходящей посредине толщины заготовки).
Угол изогнутого участка только при 𝜑 = 90˚ равен углу гибки α. Во всех других случаях он составляет 𝜑 = 180˚ - α.
Например: α=120˚ → 𝜑=60˚

Рис.2.14. Схема изогнутого участка.
 =
=  +
+  *s, где коэффициент = ƒ( /s)
*s, где коэффициент = ƒ( /s)
≤ 0,5; = 0,32…0,5
С увеличением /s увеличивается.
Пример.

Рис.2.15. Схема углового участка
Угол гиба α=90˚ и угол изогнутого участка 𝜑=90˚
/s = 4/2 = 2
По таблице из Рудмана (справочник конструктора штампов) страница 179
k = ƒ( /s) = 0,455;  = r + x*s = 4+0,455*2 = 4,9 мм
= r + x*s = 4+0,455*2 = 4,9 мм
 =
=  = 7,7 мм
= 7,7 мм
Длина исходной заготовки
L = 50+7,7 +100 = 157,7 мм
Ширина В детали и исходной заготовки одинаковы
Момент и усилие гибки
Эпюра окружных напряжений  показана на схеме 2.16.
показана на схеме 2.16.
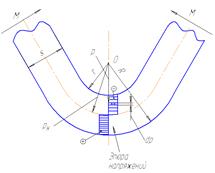

Рис. 2.16. Эпюры окружных напряжений.
Изгибающий момент, необходимый для гибки заготовки, определяется как сумма моментов, создаваемых в зонах растяжения и сжатия окружными напряжениями относительно цента кривизны заготовки: М =  +
+ 
Элементарная сила dP = dF* . Элементарная площадь dF = d𝜌*B.
dP =d𝜌*B* . Момент это произведение силы на плечо: dM = dP*𝜌 = d𝜌*B*  *𝜌.
*𝜌.
Рассматриваем чисто пластический изгиб широкой заготовки. Делаем допущение, что нормальные напряжения в зонах растяжения и сжатия постоянны по толщине и соответственно равны:
 = β*
= β*  ; -
; -  = - β* ,
= - β* ,
где β-коэффициент Лоде; учитывает влияние среднего коэффициента напряжения на условие перехода металла в пластическое состояние; β = 1,0…1,15.
М = + =  *β*𝜌d𝜌 +
*β*𝜌d𝜌 +  -
-  * β*𝜌d𝜌 =
* β*𝜌d𝜌 =  +
+  = β* *
= β* *  *
*  - β*
- β*  *
*  *
*  .
.
 ≈ r + s/2; R = r + s.
≈ r + s/2; R = r + s.
M = β* * *1/2*[  –
–  – +
– +  ] = β* * *1/2*[ + 2*r*s +
] = β* * *1/2*[ + 2*r*s +  -
-  - r*s - /4 - - r*s - /4 + ]
- r*s - /4 - - r*s - /4 + ]
M = β* * * /4.
W =  - момент сопротивления поперечного сечения заготовки.
- момент сопротивления поперечного сечения заготовки.
Для определения усилия гибки P рассмотрим схему, приведенную на рис.2.17.
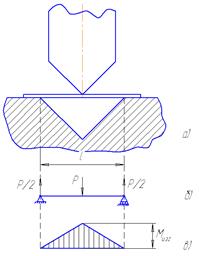
Рис.2.17. Схема определения усилия гибки.
а) схема гибки; б) заготовка как балка на двух опорах; в) эпюра изгибающего момента  .
.
 =
=  ; l- плечо гибки
; l- плечо гибки
Момент пластического гиба:
M = 
= 
P = 
≈0,8* 








