

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Интересное:
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
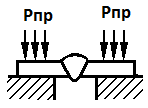
Рис. 50С. Уменьшение угловых деформаций
Рпр – усилие прижима свариваемых заготовок
Угловая деформация может быть снижена жестким закреплением заготовок при сварке с усилием Рпр (усилие прижима) (рис. 50С).
Заготовки закрепляются в специальных приспособлениях (кондукторах), в которых производят сварку. Сварное соединение извлекается из кондуктора только после полного охлаждения. Однако при этом способе могут возникнуть внутренние напряжения, для снятия которых сваренный узел подвергают последующей термообработке.
Способ уравновешивания деформаций
Для уменьшения деформаций применяют также способ уравновешивания деформаций, при котором имеет значение очередность наложения швов. Очередность наложения выбирают такой, чтобы последующий шов вызывал деформации, обратные деформациям, полученным при наложении предыдущего шва
Уменьшение угловых деформаций
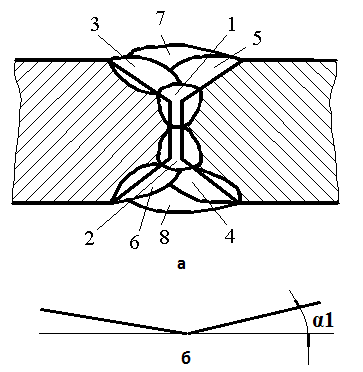 Рис. 51С. Уменьшение угловых деформаций 1…8 - последовательность укладки валиков в процессе сваркистыковых швов
Рис. 51С. Уменьшение угловых деформаций 1…8 - последовательность укладки валиков в процессе сваркистыковых швов
Угловая деформация при многопроходной сварке (рис. 51С, а) может быть снижена в результате последовательного перехода при сварке отдельных валиков с одной стороны сечения на другую. После сварки валика №1 в результате поперечной усадки сварного шва возникает угловая деформация α1 (рис. 51С, б). После сварки валика №2 возникает обратная деформация, частично компенсирующая угловую деформацию от сварки первого валика и т.д.
Уменьшение деформаций изгиба
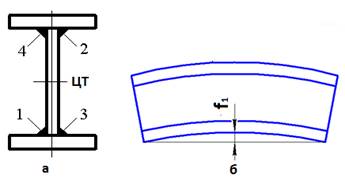
Рис. 52С. Уменьшение деформаций изгиба
ЦТ – центр тяжести сварного изделия; 1…4 - рациональная последовательность укладки швов в процессе сварки двутавровой балки угловыми швами.
При сварке пространственных конструкций необходима рациональная последовательность укладки швов относительно центра тяжести сварного изделия, что снижает деформации изгиба.
После сварки шва №1 (Рис. 52С, а) в результате его продольной усадки возникает прогиб балки f1 (рис. 52С, б). После сварки шва №2 возникает обратная деформация, частично компенсирующая деформацию изгиба от сварки первого шва и т.д. В результате двутавровая балка после сварки будет иметь наименьшую деформацию изгиба.
Рис. 53С. Термическая правка местным нагревом, уменьшающая деформацию изгиба 1- форма изделия после сварки; 2- зоны нагрева; 3 – форма изделия после термической правки; Рус –усадка нагретых зон в процессе охлаждения; ЦТ – центр тяжести сварного изделия
Термическая правка местным нагревом основана на пластическом сжатии растянутых участков изделия (выпуклой стороны изделия). При правке этим способом отдельные участки сварного соединения нагреваются до температур термопластического состояния (1000 – 12000С). Нагреваются те зоны, сокращение которых при последующем охлаждении приводит к уменьшению деформации изгиба. В качестве источника теплоты при нагреве применяется, как правило, пламя газовой горелки. Термическая правка местным нагревом ведет к повышению остаточных напряжений в сварных швах и к исчерпыванию пластических свойств в активной зоне, поэтому после термической правки местным нагревом целесообразно для снятия остаточных напряжений производить высокий отпуск сварного изделия. Кроме того, при этом способе сварки возможно образование трещин и разрывов в сварных швах.
Высокий отпуск
Высокий отпуск сварных изделий выполняется при их жестком закреплении в зажимных приспособлениях.
|
|
|
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

