При закреплении заготовок в приспособлениях они могут деформироваться под действием усилий зажима. Особенно этому подвержены тонкостенные заготовки в виде труб, колец, втулок, корпусных деталей. Поскольку усилия зажима и размеры обрабатываемых заготовок всей партии постоянны, то погрешности формы являются систематическими и могут быть рассчитаны по формулам.
На рис. 11, а показана корпусная деталь, которая при закреплении деформируется: её боковые стенки выгибаются, как показано на рис.11, б. При сверлении отверстия в боковой стенке оно будет иметь погрешность формы, например, конусность, после того, как деталь вынут из приспособления (рис.11,в).
При закреплении кольца в патроне оно деформируется под влиянием усилия зажима кулачков, причем в местах контакта с кулачками диаметр кольца уменьшается, а в промежутках между ними - увеличивается (рис.12, б). Если при этом произвести обработку центрального отверстия (рис.12, в), то после извлечения кольца из патрона (рис.12, г) оно будет иметь погрешность формы - некруглость.
При закреплении тонкостенных деталей в патроне погрешность формы бывает достаточно большой и зависит от числа кулачков в патроне. Причем при увеличении числа кулачков погрешность уменьшается. Если принять погрешность формы заготовки при обработке её в двухкулачковом патроне за 100^, то при обработке в трёхкулачковом патроне она снизится до 21%, в четырехкулачковом - до 8%, а в шести - 2%.
Таким образом, необходимо стремиться к использованию приспособлений с наибольшим числом зажимных элементов, кроме того, они должны плотно прилегать к поверхности заготовки, а их рабочая поверхность по форме должна соответствовать форме соответствующей поверхности заготовки.
При закреплении заготовок в приспособлениях с их дальнейшей обработкой систематические погрешности геометрической формы могут появиться при деформации заготовок под действием собственного веса, центробежных сил, возникающих в момент обработки из-за наличия неуравновешенных масс отдельных частей, при одностороннем снятии припуска с перераспределением внутренних напряжений, которые образовались в заготовках при их получении или предварительной обработке.
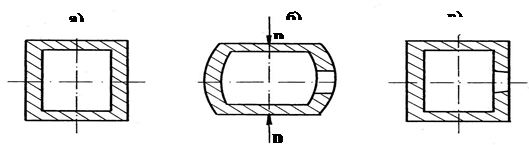 Рис. 11. Схема возникновения погрешности формы отверстия в тонкостенной корпусной детали при её зажиме.
Рис. 11. Схема возникновения погрешности формы отверстия в тонкостенной корпусной детали при её зажиме.
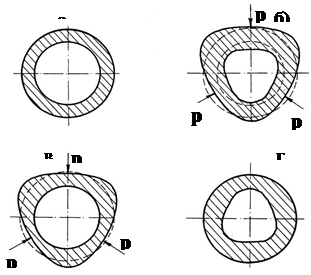 Рис.12. Схема возникновения погрешности отверстия в тонкостенной втулке при её закреплении в приспособлении.
Рис.12. Схема возникновения погрешности отверстия в тонкостенной втулке при её закреплении в приспособлении.
Погрешности обработки, связанные с деформациями технологической системы под влиянием нагрева.
Неработающий станок имеет одинаковую температуру всех его частей, приблизительно равную температуре окружающей среды. При работе станка происходит постепенное неравномерное нагревание элементов технологической системы, что приводит к появлению систематической погрешности обработки заготовок.
Тепловые деформации станков происходят из-за неравномерного нагрева отдельных их частей. Источниками тепла в станках являются электродвигатели, подвижные механизмы (подшипники, зубчатые колёса, направляющие), зона резания, рабочие жидкости (СОЖ, масло), а также внешние источники (батареи отопления, солнечные лучи и т.д.).
Наибольший нагрев в станках имеют шпиндельные бабки, которые при работе разогреваются до 20...60°С, причем в разных точках корпуса температура может быть разная. Больше всего нагреваются подшипники быстроходных валов и шпинделя, а также зубчатые колёса. Это приводит к смещению положения оси шпинделя, направление которого зависит от расположения валов в корпусе.
На рис. 13, поз. I показано горизонтальное смещение оси передней бабки токарного станка при работе в центрах. В начале работы шпиндельная бабка разогреваясь перемещается в направлении рабочего, вызывая переменную систематическую погрешность обработки, которая пропорциональна частоте вращения шпинделя. После 4...5 часов работы шпиндельная бабка полностью нагревается, её температура стабилизируется, а также и положение оси шпинделя. Если после этого станок выключить, то он будет медленно остывать, а ось шпинделя постепенно возвратится в начальное положение.
В настоящее время шпиндельные бабки высокоточных станков выполняют из композиционных материалов, которые обладают меньшей теплопроводностью, чем сталь и чугун. На рис. 13 поз. 2 показано горизонтальное смещение оси передней бабки токарного станка, выполненной из композиционного материала. По сравнению с металлической шпиндельной бабкой она нагревается меньше и медленнее, и также медленнее остывает, возвращаясь в исходное положение.
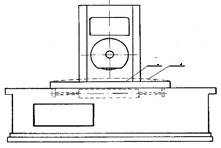
Рис.15. Деформация стола плоскошлифовального станка под влиянием нагрева.
На рис. 15 схематически изображён плоскошлифовальный станок, под столом которого размещен силовой цилиндр привода стола. В процессе работы станка, масло, поступающее в цилиндр разогревает его, а также происходит неравномерный нагрев стола. В результате рабочая поверхность 1 стола (на ней закрепляется магнитная плита) деформируется и занимает положение 2..
Для снижения погрешностей обработки, которые вызваны тепловыми деформациями станка при высокоточных работах станок предварительно прогревают на холостом ходу в течение 2...3 часов, после чего приступают к работе. При выполнении элементов станка из композиционных материалов в процессе их изготовления прокладываются дренажные трубопроводы по которым в процессе работы станка циркулирует охлаждающая жидкость.
Тепловые деформации инструмента являются доминирующими в тепловых деформациях всей технологической системы, поскольку в процессе работы резцы непосредственно контактируют с зоной резания и нагреваются до высоких температур, что ведёт к значительным линейным деформациям, а следовательно и к погрешностям обработки.
В процессе работы нагрев резца происходит в течение 20…25 минут (рис.14, поз. 1), после чего наступает тепловое равновесие.
Чем выше твёрдость обрабатываемого материала, больше вылет и меньше поперечное сечение державки резца, тем больше его удлинение.
При работе по методу автоматического получения размеров до наступления теплового равновесия удлинение резца вызывает погрешность размеров обрабатываемых заготовок.
Если резец работает с перерывами (рис. 14, поз. 2),то происходит чередование нагрева, и охлаждения резца, в результате общее удлинение резца и температурные погрешности обработки значительно снижаются.
При использовании резцов с державками, выполненными из композиционных материалов их нагрев и линейные деформации значительно ниже, чем при точении резцами с цельнометаллическими державками, рис. 14, поз. 3.
Погрешности обработки, связанные с тепловыми деформациями заготовки.
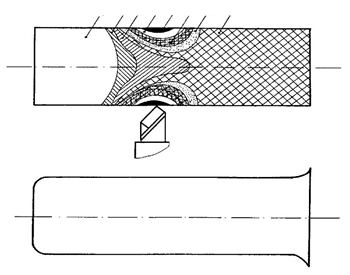
Рис.16. Распределение температуры в обрабатываемой заготовке и её форма
после обработки.
При механической обработке часть тепла, выделяемая в зоне резания идёт на нагрев заготовки, в результате чего она изменяет свои размеры, что ведёт к появлению систематической погрешности обработки. Наибольшая погрешность обработки имеет место при обработке тонкостенных заготовок, я также заготовок, имеющих переменное поперечное сечение.
Нагревание заготовок зависит от вида обрабатываемого материала, режимов резания и времени теплового воздействия на обрабатываемую заготовку. Чем меньше время теплового воздействия, тем меньше температура заготовки, а следовательно и ее деформация.
В ряде случаев погрешности, связанные с тепловым нагревом заготовок могут быть соизмеримы с допусками на обработку. В таких случаях необходимо использовать обильное охлаждение зоны резания или изменять режимы обработки.







