Для очистки поверхности алюминиевой сварочной проволоки не-обходимо производить ее химическую обработку: обезжиривание, травление в 15 %-ном растворе едкого натрия технического в течение 5-10 минут при 1=60-70 °С, промывание в воде, сушку, дегазацию (прокалка при t = 300 °С в течение 10-30 минут на воздухе или в течение 5 часов в вакууме при 0,13 Па).
Окисная пленка на поверхности алюминия и его сплавов затрудняет процесс сварки. Обладая высокой температурой плавления (2050 ºС) она не растворяется в жидком металле в процессе сварки. Попадая в ванну, она затрудняет сплавление между собой частиц металла и ухудшает формирование шва.
Важной характеристикой окисной пленки алюминия является ее способность адсорбировать газы, в особенности водяной пар. Поэтому, окисная пленка является источником газов, растворяющихся в металле, и косвенной причиной возникновения в нем несплошностей различного рода.
Естественная защитная пленка имеет значительную толщину и ее удаление в процессе сварки весьма затруднительно. Поэтому поверхность соединяемых деталей и проволоки очищают от слоя окиси непосредственно перед сваркой и создают на ней искусственный слой окиси, который сохраняется достаточно тонким в течении 8-16 ч. Полученный тонкий слой окиси алюминия сравнительно легко удаляется электрической дугой или с помощью флюса во время сварки.
Обработка поверхности свариваемых деталей и проволоки производится следующим образом. Сначала производится механическая зачистка с помощью металлических щеток. Затем свариваемые детали и проволока обезжириваются в водном растворе следующего состава: 40-50 г/л тринатрийфосфата (Na3PO4, 12H2O), 35-50 г/л кальцинированной соды (Na2CO3) и 25-30 г/л жидкого стекла (Na2SiO3). Время обезжиривания примерно 5 минут, температура раствора 60-700 0С. Далее свариваемые детали и проволоку подвергают травлению в течении 1-3 мин в 5% растворе щелочи NaOH или KOH. После этого остатки щелочи и продукты реакции смывают сначала горячей, а потом холодной водой. После промывки детали пассивируют 20% азотной кислотой (HNO3), нагретой до температуры 600 0С. При этом детали покрываются новым тонким слоем окисной пленки. Извлеченные из азотной кислоты детали промывают холодной, затем горячей водой и сушат.
Так как в атмосферных условиях толщина образованной пленки, хотя и более медленно, но все же увеличивается, подготовленные к сварке детали необходимо сварить в течение 24 часов, а сварочную проволоку использовать в течение 8 часов. Различие в сроке хранения подготовленных к сварке деталей и проволоки обусловлено тем, что непосредственно перед сваркой соединяемые кромки деталей дополнительно очищают от окисных пленок механическим путем – проволочной щеткой, а затем шабером. Образовавшаяся после механической зачистки тончайшая пленка окиси легко удаляется сварочной дугой, горящей в среде инертных газов. Весьма эффективно происходит удаление окиси с поверхности металла, имеющего отрицательный потенциал. Присутствующие в дуге положительные ионы инертных газов разгоняются катодным напряжением и ударяют в поверхностный слой окисной пленки. Процесс обработки свариваемого металла положительными ионами называют катодным распылением. Результаты этого процесса остаются в виде беловатых полос по сторонам шва.
Допускаются две подварки, при этом предел прочности снижается на 10-20%.
Сварные соединения имеют предел прочности 36-38 кгс/мм2 и угол изгиба 50-600 при толщине 1-3 мм. С увеличением толщины показатели прочности и пластичности сварных соединений снижаются.
Оптимальными значениями прочности обладают сварные соединения с коэффициентом формы шва, равным 1. Предел прочности сварных соединений при комнатной температуре составляет 80% от предела прочности основного материала.
Кромки под сварку подготавливают строганием или фрезерованием. В процессе сборки смещение кромок и зазор между ними не должен превышать 10% от толщины свариваемого металла, но не более 2 мм [1].
При понижении температуры в цехе увеличивается относительная влажность воздуха и образуется конденсат на поверхности свариваемого материала, что ведет к появлению пор в металле шва. Поэтому сборку и сварку изделий из алюминия и его сплавов допускается выполнять в помещениях с температурой не ниже +10 0С при отсутствии сквозняков и потоков воздуха, нарушающих защиту дуги. При температуре воздуха в помещении ниже +10 0С кромки свариваемого материала необходимо подогревать до температуры 80-100 0С. Если температура ниже +5 0С, сваривать алюминий и его сплавы не разрешается.
Сборку конструкций по возможности следует выполнять без прихваток в жестких кондукторах и других приспособлениях [1].
Расчет режимов сварки стыковых швов.
Выбирается форма и конструктивные элементы подготовки кромок под сварку, размеры сварных швов.
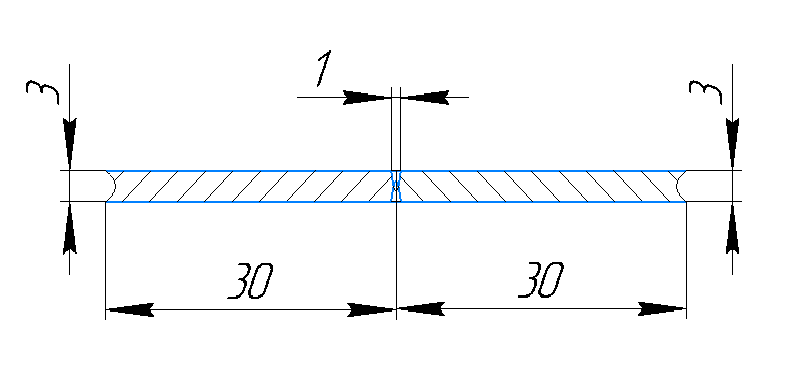
Рисунок.22 - Конструктивное исполнение сварной кромки и сварного шва по ГОСТ 14771-76
На основе заданного значения катета шва определяем площадь поперечного сечения металла шва:
 , (1)
, (1)
где  - коэффициент увеличения, учитывающий наличие зазора и выпуклости шва,
- коэффициент увеличения, учитывающий наличие зазора и выпуклости шва, 
 - катет шва (принимаем k = 5 мм).
- катет шва (принимаем k = 5 мм).

Выбираем диаметр электродной проволоки: 
Определяем силу тока:
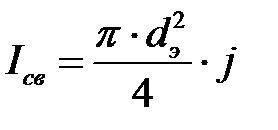 , (2)
, (2)
где  - плотность тока (принимаем
- плотность тока (принимаем  ).
).

Принимаем силу сварочного тока 
Определяем напряжение на дуге:
 (3)
(3)

Определяем скорость сварки:
 , (4)
, (4)
где  - коэффициент наплавки, принимаем
- коэффициент наплавки, принимаем 

Определяем погонную энергию сварки:

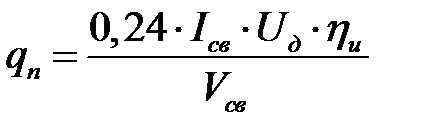 , (5)
, (5)
где  - эффективный КПД дуги, для сварки в СО2
- эффективный КПД дуги, для сварки в СО2  ;
;
 - скорость сварки в см/с;
- скорость сварки в см/с;

Определяем скорость подачи электродной проволоки:
 , (6)
, (6)
где  - скорость сварки, м/час;
- скорость сварки, м/час;
 - площадь наплавки, мм2;
- площадь наплавки, мм2;
 - площадь поперечного сечения электрода, мм2.
- площадь поперечного сечения электрода, мм2.

Расчет размеров угловых сварных швов:
Определяют глубину провара, при сварке СО2:
При сварке постоянным током обратной полярности во всем диапазоне плотность тока  =0,92.
=0,92.

Определяют ширину шва:
 (7)
(7)

Оценивается высота выпуклости шва:
 ; (8)
; (8)
Определяется общая высота шва:
 (9)
(9)







