Схема контактной сварки:
1 – трансформатор; 2 – зажимы; 3, 4 – заготовки; Р з – усилие зажима; Р с – усилие сжатия; U 1, U 2 – напряжение в первичной и вторичной цепи трансформатора; X – индуктивное сопротивление сварочного контура; R эл – омическое сопротивление вторичной обмотки трансформатора и электрической подводки; R заг – омическое сопротивление заготовок; R з – омическое сопротивление контакта «заготовка - зажим»; R к – омическое сопротивление свариваемого стыка (контакта); (l 1 + l 2) –установочная длина.
Стыковая контактная сварка:
 а – схема;
а – схема;
б – примеры изделий;
1 – сварочный трансформатор; 2 – станина; 3 – неподвижная плита; 4 – заготовки; 5 – зажимы; 6 - подвижная плита; 7 – направляющие; Р – усилие осадки; s – перемещение подвижной плиты.
Оборудование
 Стыковая сварка, поверхность сваривания, мм2:
Стыковая сварка, поверхность сваривания, мм2:
- сталь 0.10 - 20,00
- медь 0.10 - 14,00
- латунь 0,12 - 18,00
- аллюминий 0,80 - 18,00

Мод. BAS 100
Turan AL 500 (Ø180mm-500mm) - Сварочный аппарат для стыковой сварки ПЭ труб

Циклограмма стыковой контактной сварки сопротивлением:
Р – осевое усилие; I – ток; t – время; 1 - предварительный прижим заготовок; 2 – разогрев торцов; 3 - проковка (прижим заготовок и выдержка).
Схема установки заготовок при стыковой контактной сварке сопротивлением:
L 1, L 2 – установочная длина заготовок; δ – осадка.
Шов

Схема стыковой контактной сварки сопротивлением в атмосфере защитных газов трубчатых заготовок большого диаметра:
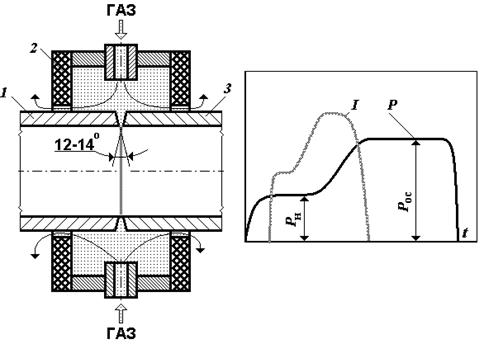
1, 3 - заготовки; 2 – газозащитная камера; I – ток; Р осевое усилие; Р н – начальное усилие сжатия; Р ос– усилие осадки.
Схема стыковой контактной сварки оплавлением:
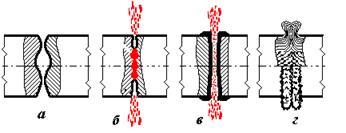
а – начальный контакт заготовок; б – появление и испарение жидких перемычек; в – выброс жидкого металла; г – появление грата после осадки.
Рабочая зона

Циклограмма стыковой контактной сварки оплавлением:
 Р - усилие; I – ток; S – перемещение заготовок.
Р - усилие; I – ток; S – перемещение заготовок.
Шов

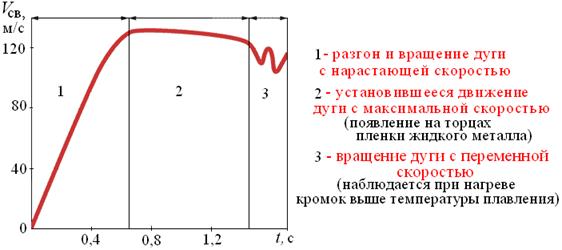
Дугоконтактная сварка
Сущность способа дугоконтактной сварки основана на использовании предварительного разогрева кромок свариваемых частей изделия электрической дугой, вращающейся в магнитном поле, с последующим механическим сдавливанием (осадкой).
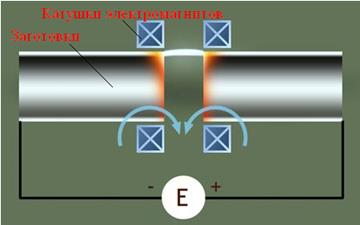
Катушки электромагнитов создают магнитные потоки, направленные по оси трубы навстречу друг другу. В результате, в зазоре между трубами, магнитное поле имеет радиальную составляющую. При взаимодействии тока дуги I и радиальной составляющей магнитного поля B p создается сила Fg, приводящая дугу в движение. Эта сила, направление которой перпендикулярно направлению тока в дуге и направлению магнитного поля, заставляет дугу перемещаться по поверхности торцов со скоростью, достигающей нескольких десятков метров в секунду. При многократном обходе дуги по торцу трубы формирование шва происходит практически одновременно по всему периметру. При наблюдении вращающаяся дуга представляется сплошным кольцом из светящейся плазмы. При достижении сварочной температуры на торцах производится сдавливание (осадка) труб, аналогично тому, как это делается при контактной сварке.
точечная контактная сварка:
Виды точечной контактной сварки:
а – двухсторонняя одноточечная;
б - двухсторонняя многоточечная;
в – односторонняя;
г – с косвенным подводом тока.
Схемы точечной контактной сварки:
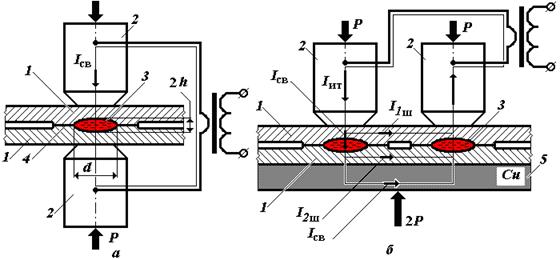
а – двухсторонней;
б – односторонней;
1 – заготовки; 2 – электрод; 3 - жидкая точка; 4 – уплотняющий поясок; 5 - подкладка; I ит – ток источника тока; I св – сварочный ток; I 1ш – ток шунтирования в верхней заготовке, I 2ш – ток шунтирования между сварными точками; I п – ток шунтирования в подкладке; h – величина проплавления; d – диаметр жидкой точки.
Циклограммы контактной точечной сварки:
а - с преждевременным включением тока;
б - с нормальным включением тока при постоянном усилии;
в - с применением ковочного давления;
I – ток; Р – усилие; Р о – усилие предварительного сжатия; Р к - ковочное усилие; t – время; t к – время запаздывания снятия давления с электродов; t пр – время предварительного сжатия; t п – время запаздывания включения ковочного усилия.
Температурное поле зоны контактной точечной сварки:
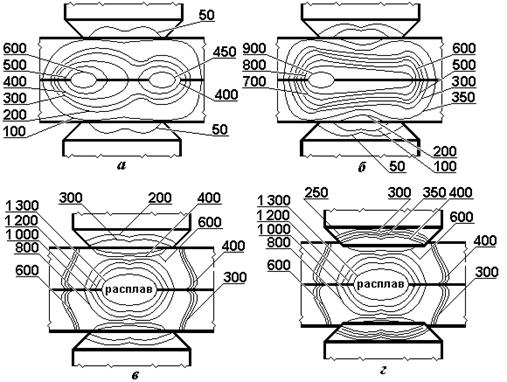
а, б, в – стадии нагрева;
г – стадия проковки;
50…1300 – температура в градусах Цельсия.
Машины для контактной точечной сварки

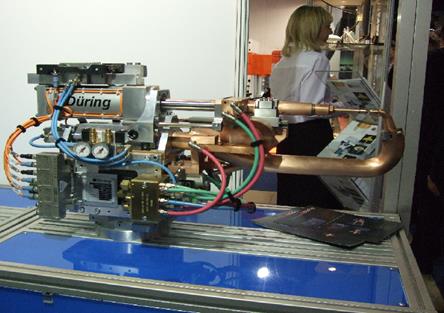
Сварочные клещи


Споттер

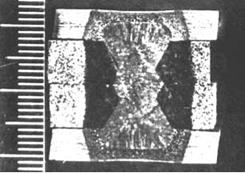
Макрошлиф сварной точки
роликовая контактная сварка:
Схемы
а – двухсторонняя;
б – односторонняя.
Циклограммы контактной роликовой сварки:
 а – переменным током без пауз;
а – переменным током без пауз;
б – импульсной;
I – ток; Р – сила; t – время; tс – время сварки; tп – время паузы.
Роликовая сварочная машина

рельефная контактная сварка:
Схемы сварки
а – листовых заготовок;
б – листовой и объемной заготовок;
1 – верхний электрод; 2 – листовая заготовка с отштампованным рельефом; 3 – листовая заготовка без рельефа; 4 – нижний электрод; 5 – объемная заготовка с отштампованным рельефом; P – усилие сжатия заготовок.
Лучевые виды сварки
Лазерная сварка
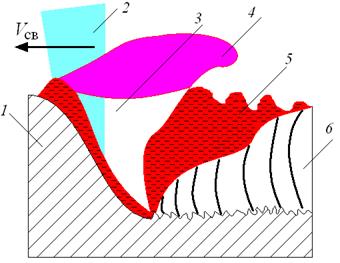
1 – заготовки; 2 – лазерный луч; 3 – парогазовый канал: 4 – плазменный факел; 5 – хвостовая часть ванны; 6 – сварной шов.
Схемы защитных сопел
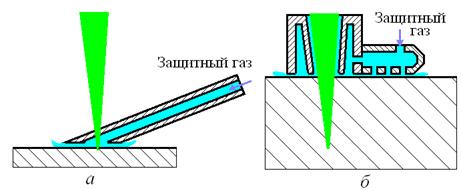
а – сварка деталей малой толщины; б – сварка с глубоким проплавлением.


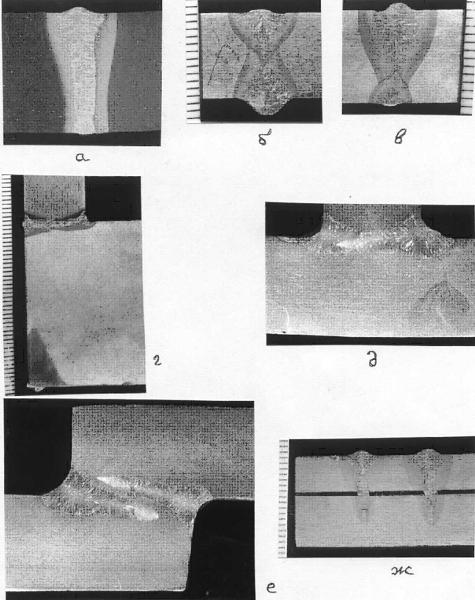
Макрошлифы сварных соединений:
стыкового одностороннего (а),
двухстороннего (б),
с подваркой корня шва (в), углового (г),
таврового (д),
нахлёсточного (е),
проплавного 3-х слойного (ж) из корпусной стали 09Г2С (а),
высокопрочной стали 12ХН4МДА (б-г,ж),
высоколегированной коррозионностойкой стали марки 08Х18Н10Т (д-ж).
Сварка выполнялась на СО2-лазере “Ижора-М”
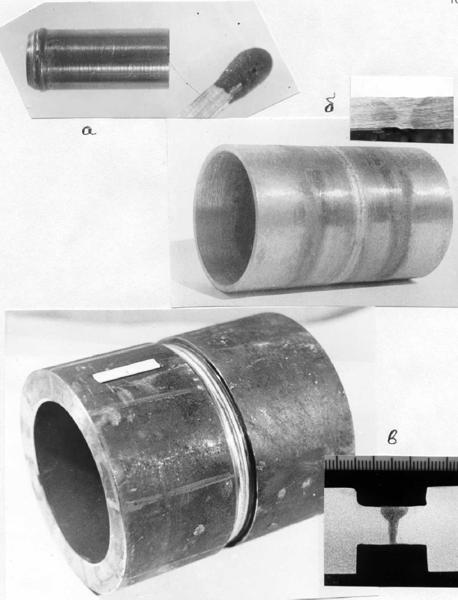
Внешний вид лазерных сварных соединений и шлифов из труб диаметром 4 (а),
60 (б) и
300 мм (в) из стали 08Х18Н10Т (а, в) и
ст 20 (б).
Толщина стенки: а) 0,2мм, б) 3 мм и в) 12 мм.

Радиочастотная сварка
Химические виды сварки
Термитная сварка
Газовая сварка








