Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Выпускная квалификационная работа: Основная часть ВКР, как правило, состоит из двух-трех глав, каждая из которых, в свою очередь...
Интересное:
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Умение быстро и правильно создать эскиз любой детали столь же необходимо, как и умение качественно выполнить чертеж. В учебных целях лучше выполнять эскизы на бумаге в клетку карандашом марки ТМ (HB) или М (B), так как на клетчатой бумаге удобнее проводить линии, наносить штриховку и соблюдать проекционную связь между изображениями.
Эскизы деталей выполняются студентами от руки без применения чертежных инструментов, но с обязательным соблюдением приблизительной пропорциональности отдельных частей детали. Каждый эскиз выполняется на отдельном листе стандартного формата, на котором наносится рамка рабочего поля и основная надпись.
Последовательность выполнения эскизов:
1. Определить назначение детали, ее наименование, возможное положение при обработке, материал, из которого она изготовлена.
2. Определить форму отдельных частей детали, мысленно разделив ее на элементы.
3. Правильно определить количество изображений, необходимых и достаточных для выявления формы всех элементов детали.
4. Выполнить необходимые разрезы, сечения и выносные элементы.
5. Нанести штриховку в разрезах и сечениях.
6. Нанести размерные линии, необходимые для изготовления детали.
7. Сделать обмер детали и нанести размерные числа и знаки шероховатостей поверхностей.
8. Написать технические требования.
9. По эскизу выполнить чертеж на листе ватмана или в электронном виде.
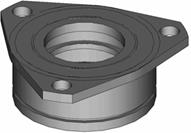
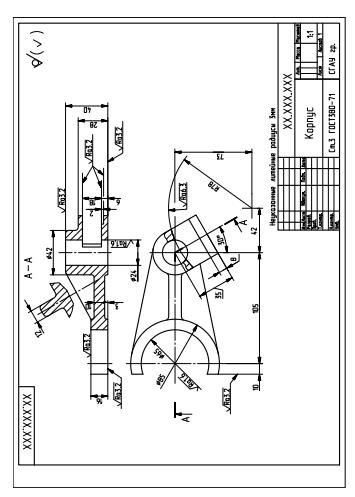
ЧЕРТЕЖИ ДЕТАЛЕЙ МАШИН
На иллюстрациях представлены типовые детали:
 корпус (рис. 33),
корпус (рис. 33),
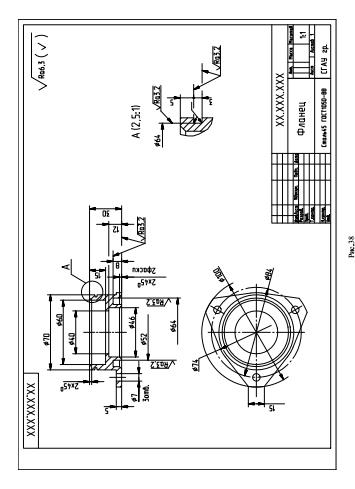
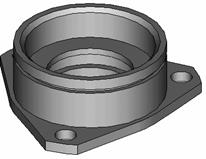 фланец (2 вида) (рис. 34),
фланец (2 вида) (рис. 34),
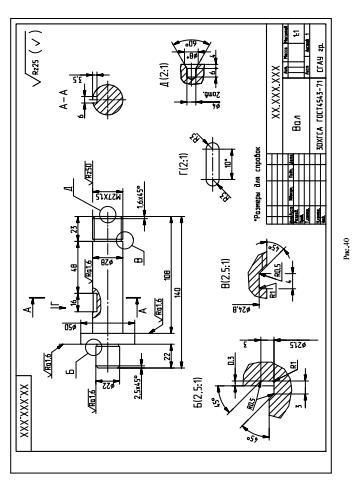
блок зубчатых колес (2 вида) (рис.35),
Рис. 34
 | 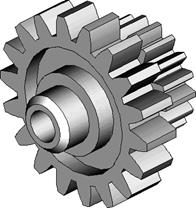 | ||
Рис. 35
 вал (рис. 36)
вал (рис. 36)
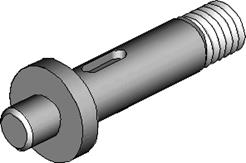 Рис. 36
Рис. 36

Приложения
Нормальные линейные размеры
Приложение 1
| Ряд | Размеры |
| Первый ряд | 1,0; 1,6; 2,5; 4,0; 6,3; 10,0; 16; 25; 40; 63; 100; 160; 250…. |
| Второй ряд | 1,2; 2,0; 3,2; 5,0; 8,0; 12; 20; 32; 50; 80; 125; 200; 320….. |
| Третий ряд | 1,1; 1,4; 1,8; 2,2; 2,8; 3,6; 4,5; 5,6; 7,1; 9,0; 11; 14; 18; 22; 28; 36; 45; 65; 71; 90; 110; 140; 180; 220…. |
| Четвёртый ряд | 1,05; 1,15; 1,3; 1,7; 1,9; 2,1; 2,4; 2,6; 3,0; 3,4; 3,8; 4,2; 4,8; 5,3; 6,0; 6,7; 7,5; 8,5; 9,5; 10,5; 11,5; 13; 15; 17; 19; 21; 24; 26; 30; 34; 38; 42; 48; 53; 60; 67; 75; 85; 95 … |
Приложение 2
Нормальные диаметры общего назначения ГОСТ 6636-69
| 0,5 | 3 | 11 | 21 | 35 | 52 | 78 | 105 | 155 | 210 | 310 | 410 |
| 0,8 | 3,5 | 12 | 22 | 36 | 55 | 80 | 110 | 160 | 220 | 320 | 420 |
| 1 | 4 | 13 | 23 | 38 | 58 | 82 | 115 | 165 | 230 | 330 | 430 |
| 1,2 | 4,5 | 14 | 24 | 40 | 60 | 85 | 120 | 170 | 240 | 340 | 440 |
| 1,5 | 5 | 15 | 25 | 42 | 62 | 88 | 125 | 175 | 250 | 350 | 450 |
| 1,8 | 6 | 16 | 26 | 44 | 65 | 90 | 130 | 180 | 260 | 360 | 460 |
| 2 | 7 | 17 | 28 | 45 | 68 | 92 | 135 | 185 | 270 | 370 | 470 |
| 2,2 | 8 | 18 | 30 | 46 | 70 | 95 | 140 | 190 | 280 | 380 | 480 |
| 2,5 | 9 | 19 | 32 | 48 | 72 | 98 | 145 | 195 | 290 | 390 | 490 |
| 2,8 | 10 | 20 | 34 | 50 | 75 | 100 | 150 | 200 | 300 | 400 | 500 |
Примечание. Рекомендуется применять в первую очередь диаметры, оканчивающиеся на 0, во вторую - на 5, а в третью – на 2 и 8.
Нормальные размеры фасок ГОСТ 10948-64
Приложение 3
| Угол фаски | Размеры фасок | ||||||||||||||||||
| 450 и 600 | 0,5 | 0,7 | 0,8 | 1 | 1,2 | 1,5 | 1,8 | 2 | 2,5 | 3,5 | 4 | 4,5 | 5 | 6 | 7 | 8 | 9 | 10 | 15 |
| 300 | - | - | - | 1 | - | - | - | 2 | 2,5 | 3 | 4 | - | 5 | 6 | 7 | 8 | 9 | 10 | 15 |
Примечание. Для неподвижных посадок следует принимать фаски: на конце вала 300,
в отверстии втулки 450.
Радиусы скруглений (ГОСТ 10948-64)
Приложение 4
| 1-й ряд | 0,2 | 0,4 | 0,6 | 1 | 1,6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 63 | 100 | 160 | 250 |
| 2-й ряд | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 32 | 50 | 60 | 80 | 125 | 200 |
Примечание. При выборе радиусов скруглений 1-й ряд предпочитается 2-му.
Приложение 5
Диаметры и шаги метрической резьбы
ГОСТ 8724-81
| Диаметр d резьбы для ряда | Шаг P | |||
| 1 ряд | 2 ряд | 3 ряд | крупный | мелкий |
| 3 | - | - | 0,5 | |
| 4 | - | - | 0,7 | |
| 5 | - | - | 0,8 | |
| 6 | - | - | 1 | 0,75; 0,5 |
| 8 | - | 9 | 1,25 | 1; 0,75; 0,5 |
| 10 | - | 11 | 1,5 | 1,25; 1; 0,75; 0,5 |
| 12 | - | - | 1,75 | 1,5; 1,25; 1; 0,75; 0,5 |
| - | 14 | 15 | 2 | 1.5; 1,25; 1; 0,75; 0,5 |
| 16 | - | 17 | 2 | 1,5; 1; 0,75; 0,5 |
| - | 18 | - | 2,5 | 2; 1,5; 1; 0,75; 0,5 |
| 20 | - | - | 2,5 | 2; 1,5; 1; 0,75; 0,5 |
| - | 22 | - | 2,5 | 2; 1,5; 1; 0,75; 0,5 |
| 24 | - | 25 | 3 | 2; 1,5; 1; 0,75 |
| - | - | 26 | - | 2; 1,5; 1 |
| - | 27 | 28 | 3 | 2; 1,5; 1; 0,75 |
| 30 | - | 32 | 3,5 | 3; 2; 1,5; 1; 0,75 |
| - | 33 | 35 | 3,5 | 3; 2; 1,5; 1; 0,75 |
| 36 | - | 38 | 4 | 3; 2; 1,5; 1 |
| - | 39 | 40 | 4 | 3; 2; 1,5; 1 |
| 42 | - | - | 4,5 | 4; 3; 2; 1,5; 1 |
| - | 45 | - | 4,5 | 4; 3; 2; 1,5; 1 |
| 48 | - | 50 | 5 | 4; 3; 2; 1,5; 1 |
| - | 52 | 55 | 5 | 4; 3; 2; 1,5; 1 |
| 56 | - | 58 | 5,5 | 4; 3; 2; 1,5; 1 |
| - | 60 | 62 | 5,5 | 4; 3; 2; 1,5; 1 |
| 64 | - | 65 | 6 | 4; 3; 2; 1,5; 1 |
| - | 68 | 70 | 6 | 4; 3; 2; 1.5; 1 |
| 72 | - | 75 | - | 6; 4; 3; 2; 1,5; 1 |
| - | 76 | 73 | - | 6; 4; 3; 2; 1,5; 1 |
| 80 | - | 82 | - | 6; 4; 3; 2; 1,5; 1 |
| - | 85 | - | - | 6; 4; 3; 2; 1,5 |
| 90 | - | - | - | 6; 4; 3; 2; 1,5 |
| - | 95 | - | - | 6; 4; 3; 2; 1,5 |
| 100 | - | - | - | 6; 4; 3; 2; 1,5 |
Приложение 6
 Проточки для выхода метрической резьбы ГОСТ 10549-80
Проточки для выхода метрической резьбы ГОСТ 10549-80
| Наружная резьба | Внутренняя резьба | ||||||||||||||||
|
|
|
|
| ||||||||||||||
|
| |||||||||||||||||
|
Шаг резьбы | Тип 1 | Тип 2 |
d f |
|
Шаг резьбы |
| Тип 1 | Тип 2 |
d f | ||||||||
| f | R | R1 | f | R2 | f | R | R1 | f | R2 | ||||||||
| 0,5 | 1,6 | 0,5 | 0,3 | - | - | d -0,8 | 0,5 | 2,0 | 0,5 | 0,3 | - | - | d +0,3 | ||||
| 0,7 | 2,0 | 0,5 | 0,3 | - | - | d -1,0 | 0,75 | 3,0 | 1,0 | 0,5 | - | - | d +0,4 | ||||
| 0,75 | 2,0 | 0,5 | 0,3 | - | - | d -1,2 | 1 | 4,0 | 1,0 | 0,5 | 3,6 | 2,0 | d +0,5 | ||||
| 0,8 | 3,0 | 1,0 | 0,5 | - | - | d -1,2 | 1,25 | 5,0 | 1,6 | 0,5 | 4,5 | 2,5 | d +0,5 | ||||
| 1 | 3,0 | 1,0 | 0,5 | 3,6 | 2,0 | d -1,5 | 1,5 | 6,0 | 1,6 | 1,0 | 5,4 | 3,0 | d +0,7 | ||||
| 1,25 | 4,0 | 1,0 | 0,5 | 4,4 | 2,5 | d -1,8 | 1,75 | 7,0 | 1,6 | 1,0 | 6,2 | 3,5 | d +0,7 | ||||
| 1,5 | 4,0 | 1,0 | 0,5 | 4,6 | 2,5 | d -2,2 | 2 | 8,0 | 2,0 | 1,0 | 6,5 | 3,5 | d +1,0 | ||||
| 1,75 | 4,0 | 1,0 | 0,5 | 5,4 | 3,0 | d -2,5 | 2,5 | 10,0 | 3,0 | 1,0 | 8,9 | 5,0 | d +1.0 | ||||
| 2 | 5,0 | 1,6 | 0.5 | 5,6 | 3,0 | d -3,0 | 3 | 10,0 | 3,0 | 1,0 | 11,4 | 6,5 | d +1,2 | ||||
| 2,5 | 6,0 | 1,6 | 1,0 | 7,3 | 4,0 | d -3,5 | 3,5 | 10,0 | 3,0 | 1,0 | 13,1 | 7,5 | d +1,2 | ||||
| 3 | 6,0 | 1,6 | 1,0 | 7,6 | 4,0 | d -4,5 | 4 | 12,0 | 3,0 | 1,0 | 14,3 | 8,0 | d +1,5 | ||||
| 3,5 | 8,0 | 2,0 | 1,0 | 10,2 | 5,5 | d -5 | 4,5 | 14,0 | 3,0 | 1,0 | 16,6 | 9,5 | d +1,5 | ||||
| 4 | 8,0 | 2,0 | 1,0 | 10,3 | 5,5 | d -6 | 5 | 16,0 | 3,0 | 1,0 | 18,4 | 10,5 | d +1,8 | ||||
| 4,5 | 10 | 3,0 | 1,0 | 12,9 | 7,0 | d -6,5 | 5,5 | 16,0 | 3,0 | 1,0 | 18,7 | 10,5 | d +1,8 | ||||
| 5 | 10 | 3,0 | 1,0 | 13,1 | 7,0 | d -7 | 6 | 16,0 | 3,0 | 1,0 | 18,9 | 10,5 | d +2,0 | ||||

Примечание: d – наружный диаметр метрической резьбы
Приложение 7
Размеры фасок для метрической резьбы ГОСТ 10549-80*
| Шаг | 0,75 | 1,0 | 1,25 | 1,5 | 1,75 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 |
| Фаска Сҳ450 | 1,0 | 1,0 | 1,6 | 1,6 | 1,6 | 2,0 | 2,5 | 2,5 | 2,5 | 3,0 | 3,0 | 4,0 | 4,0 | 4,0 |
Приложение 8
|
|
|

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!