Изгиб или скручивание шатуна проверяется на универсальной установке для проверки и правки шатунов. Если шатун имеет недопустимый изгиб, то нужно не снимая его с прибора править скобой до устранения дефекта. Если шатун скручен, то нужно не снимая его с прибора править при помощи винтового приспособления до устранения скручивания. Далее шатун нагревается в электропечи-ванне до температуры 450¸500 °С, для снятия напряжений, и выдерживается при этой температуре в течении часа, затем охлаждается на воздухе. После ремонта шатун должен удовлетворять следующему условию: параллельность осей отверстий верхней и нижней головки и отклонение от положения их в одной плоскости не более 0,03 мм на длине 100 мм.
Износ отверстия в верхней головки шатуна устраняется расточкой до ремонтного размера втулки (26,27+0,023 мм) с использованием токарного станка типа 1М61.
Износ отверстия нижней головки шатуна устраняется железнением с последующим шлифованием и хонингованием до номинального размера.
Положительными особенностями этого способа является:
а). Высокая скорость осаждения металла на поверхность;
б). Возможность ремонта деталей с износом более 0,15 мм.
Процесс несения покрытия включает в себя три группы операций: подготовка деталей, нанесение покрытия, обработка покрытия детали.
Подготовка включает механическую обработку: чистовое растачивание с целью исправления геометрических параметров изношенной поверхности. Далее идёт предварительное обезжиривание с промывкой в проточной воде и анодное травление. Анодное травление способствует повышению прочности сцепления покрытий с восстанавливаемой поверхностью.
Нанесение покрытия осуществляется безванным способом в холодном электролите на асимметричном токе. Обработка детали после железнения включает: промывку деталей в проточной воде, сушку и механическую обработку (шлифование и хонингование до требуемого размера).
2.6 План рациональной последовательности и содержание технологических операций.
При составлении технологического маршрута необходимо учитывать следующие требования:
l одноимённые операции по всем дефектам маршрута должны быть объединены;
l каждая последующая операция должна обеспечить сохранность качества работы поверхностей детали, достигнутую при предыдущих операциях;
l в начале должны идти подготовительные операции, затем восстановительные, кузнечные, слесарно-механические, шлифовальные и доводочные.
План рациональной последовательности принимаем следующий:
1). Моечные операции.
2). Контрольные операции.
3). Слесарно-механическая операция (правка шатуна).
4). Расточная операция (тонкая расточка) отверстия в верхней головке шатуна под втулку ремонтного размера.
5). Расточная операция (чистовая расточка отверстия в нижней головке шатуна для исправления геометрии).
6). Гальваническая операция (нанесение покрытия на поверхность отверстия в нижней головке шатуна).
7). Шлифовальная операция (шлифовка восстановленного отверстия до номинального размера с учётом припуска на хонингование).
8). Хонинговальная операция (хонингование отверстия до номинального размера).
9). Контрольная операция.
Выбор технологических баз.
Базовые поверхности следует выбирать с таким расчётом, чтобы при установке и замене деталь не смещалась с приданного местоположения и не деформировалась под воздействием сил резания и усилий закрепления. При выборе баз необходимо учитывать:
l по возможности выбирать те базы, которые использовались при изготовлении детали;
l базы должны иметь минимальный износ;
l базы должны быть жёстко связаны точными размерами с основными поверхностями детали, влияющими на работу в сборочной единице.
При механической обработке шатуна базой является торцовая поверхность кривошипной головки. При износе этой поверхности она должна быть восстановлена. При правке шатуна используют универсальное приспособление и базовым является отверстие в верхней головке шатуна.
При расточке, шлифовке и хонинговании в качестве зажимного устройства используются призмы, т.е. шатун устанавливается в призмы с опорой на плоскость торцом кривошипной головки.
Схема базирования.
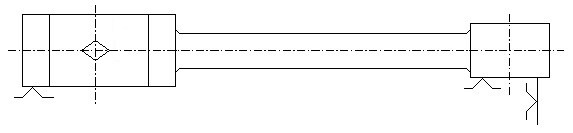
Рис. 1.1.
При обработке, для того, чтобы лишить шатун подвижности используют призмы и опору на плоскость базовой поверхностью. При использовании этой схемы обеспечивается достаточная неподвижность детали и отсутствие деформации при закреплении.








