

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
Топ:
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Интересное:
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Азиз
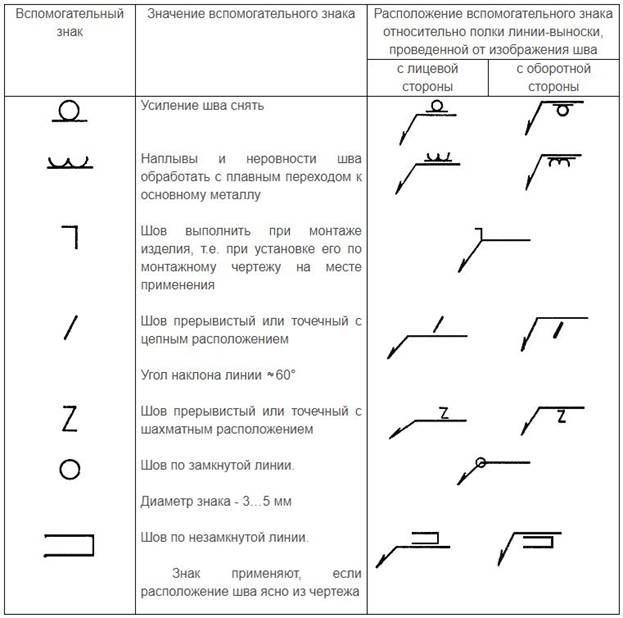
Классификация процессов сварки плавлением (ГОСТ 19521). Терминология в области сварки (ГОСТ 2601, ГОСТ Р ИСО 857). Обозначения сварных швов на чертежах ГОСТ 2.312-72.
Сварка плавлением - сварка, осуществляемая оплавлением сопрягаемых поверхностей без приложения внешней силы; обычно, но необязательно, добавляется расплавленный присадочный металл.
Сварка плавлением:
· Дуговая – нагрев осуществляется электрической дугой.
· Электрошлаковая – для нагрева используется тепло, выделяющееся при прохождении электрического тока через расплавленный шлак.
· Электронно-лучевая - для нагрева используется энергия ускоренных электронов.
· Плазменно-лучевая - осуществляется струей нейтрального газа (азот, аргон, гелий), ионизированного при пропускании через электрическую дугу, горящую между.
· Ионно-лучевая
· Тлеющим разрядом – сварка осуществляется путем взаимодействия диффузии за счет применения индукционного нагрева. Соединение происходит на атомарном уровне.
· Световая – сварка с использованием дуговых ксеноновых ламп сверхвысокого давления и гварцевых галогенных ламп накаливания, как источников излучения.
· Индукционная – сварка, при которой нагрев происходит наведенным электрическим током
· Газовая – сварка, при которой для нагрева используется теплота горения горючего газа или смеси горючих газов и кислорода
· Термитная - сварка, при которой для нагрева используется энергия горения термитной смеси.
· Литейная – место сварки заливается жидким перегретым металлом.
2. Горячие трещины при сварке сталей. Причины возникновения и методы предотвращения. Методы оценки склонности к горячим трещинам, ГОСТ 26389–84, ГОСТ Р ИСО 17641-1-2011, ГОСТ Р ИСО 17641-2-2012.
Горячие трещины – нарушения сплошности материала, происходящие при высокой температуре вдоль границ зерен (дендритные границы), когда деформация или темп деформации превышают определенный уровень.
· Возникают, когда деформации развивающиеся при охлаждении сварного соединения или под действием извне, превосходят пластичность металла в определенной зоне сварного соединения.
· Возникают в присутствии примесей и включений, особенно сера и фосфор.
· Сильная фиксация деталей.
· Жидкие прослойки между зернами.
Методы предотвращения:
· Исключение жетских соединений
· Увеличение размера шовного валика при соединении толстостенных отливок
· Сварка металла короткими участками с широким швом
· Не завышать ампераж
Высоколегированные стали более подверженные образованию горячих трещин, чем конструкционные стали. Это объясняется более вредным влиянием серы, а также сильно развитой транскристаллитной направленной первичной микроструктурой, увеличенной литейной усадкой кристаллизующего металла, более значительной величиной темпа внутренней деформации. Эффективным способом борьбы с горячими трещинами является легирование металла шва элементами ферритизаторами и получение в шве двухфазной аустенитно-ферритной структуры с содержанием феррита 2-7%.
Условия формирования соединения при сварке плавлением.
· Минимальное присутствие местных загрязнений.
· Введение внешней энергии
· Сближение до расстояния, на котором образуются межатомные, металлические и межионные связи
· Правильный подбор электродов
· Правильные параметры установки, ампераж, вольтаж и др.
Холодные трещины при сварке сталей. Причины возникновения и методы предотвращения. Методы оценки склонности к холодным трещинам, ГОСТ 23338, ГОСТ 26388
Холодные трещины при сварке сталей. Причины возникновения и методы предотвращения. Образуются при температуре 200 – 250 градусов цельсия.
Причины возникновения:
1) Микроструктура металла в сварном шве или в зоне термического влияния имеет высокую чувствительность к водороду (мартенситная структура, структура нижнейгобейнита).
2) Присутствие растягивающих напряжений в зоне термического влияния
Основная причина – водород.
Фара
Повышение производительности сварки достигается за счет следующих факторов:
1. Увеличение тока дуги.
При этом возрастают масса расплавленного металла обоих электродов в единицу времени и глубина провара, особенно на обратной полярности. Верхний предел тока определяется толщиной свариваемого изделия и скоростью сварки. Глубина проплавления не должна превышать толщины кромок изделия. В настоящее время для дуговой сварки применяются токи до 2000 а. Диапазон больших токов пока не исследован.
2. Повышение концентрации нагрева
Путем увеличения плотности тока в дуге и уменьшения площади блуждания ее пятен по поверхности электродов. Эти меры содействуют увеличению давления дуги на металл и глубины проплавления изделия; осуществляются увеличением потенциала ионизации дугового газа и ограничением области существования дуги различными способами (флюсом, соплами и т. д.).
3. Повышение дугового напряжения
Главным образом за счет приэлектродных его падений. Это приводит также к росту скорости плавления электродов и увеличению глубины проплавления; осуществляется за счет увеличения потенциала ионизации дугового газа и его теплопроводности.
4. Снижение перегрева расплавленного металла электродов выше температуры плавления. Этим достигается увеличение его количества, расплавленного в единицу времени при заданной мощности дуги. Обеспечивается различными методами содействия крупнокапельному переносу металла.
5. Увеличение доли жидкого металла, переносимого каплями с расплавленного конца электрода. Достигается уменьшением сил, удерживающих каплю, и увеличением отрывающих сил.
6. Повышение скорости расплавления присадочного металла путем предварительного его подогрева за пределами дуги. Достигается увеличением вылета плавящегося электрода и плотности тока в нем.
7. Уменьшение разбрызгивания металла. Определяющие его факторы в полной мере неизвестны и требуют дальнейшего изучения. Однако в общем виде можно отметить, что стабилизация величины и направления сил, действующих на расплавленный металл электрода проволоки, содействуют уменьшению разбрызгивания.
Миша
ТРЕБОВАНИЯ К ОСНОВНЫМ МАТЕРИАЛАМ
2.1. Требования к основным материалам, виды их испытаний и условия применения должны удовлетворять требованиям ОСТ 26-291-79.
2.2. Качество и характеристики материалов должны подтверждаться предприятием-поставщиком в соответствующих сертификатах.
При отсутствии сопроводительных сертификатов на материалы испытания их проводятся на предприятии - изготовителе сосудов и аппаратов в соответствии с требованиями стандартов или технических условий на эти материалы.
Азиз
Классификация процессов сварки плавлением (ГОСТ 19521). Терминология в области сварки (ГОСТ 2601, ГОСТ Р ИСО 857). Обозначения сварных швов на чертежах ГОСТ 2.312-72.
Сварка плавлением - сварка, осуществляемая оплавлением сопрягаемых поверхностей без приложения внешней силы; обычно, но необязательно, добавляется расплавленный присадочный металл.
Сварка плавлением:
· Дуговая – нагрев осуществляется электрической дугой.
· Электрошлаковая – для нагрева используется тепло, выделяющееся при прохождении электрического тока через расплавленный шлак.
· Электронно-лучевая - для нагрева используется энергия ускоренных электронов.
· Плазменно-лучевая - осуществляется струей нейтрального газа (азот, аргон, гелий), ионизированного при пропускании через электрическую дугу, горящую между.
· Ионно-лучевая
· Тлеющим разрядом – сварка осуществляется путем взаимодействия диффузии за счет применения индукционного нагрева. Соединение происходит на атомарном уровне.
· Световая – сварка с использованием дуговых ксеноновых ламп сверхвысокого давления и гварцевых галогенных ламп накаливания, как источников излучения.
· Индукционная – сварка, при которой нагрев происходит наведенным электрическим током
· Газовая – сварка, при которой для нагрева используется теплота горения горючего газа или смеси горючих газов и кислорода
· Термитная - сварка, при которой для нагрева используется энергия горения термитной смеси.
· Литейная – место сварки заливается жидким перегретым металлом.
2. Горячие трещины при сварке сталей. Причины возникновения и методы предотвращения. Методы оценки склонности к горячим трещинам, ГОСТ 26389–84, ГОСТ Р ИСО 17641-1-2011, ГОСТ Р ИСО 17641-2-2012.
Горячие трещины – нарушения сплошности материала, происходящие при высокой температуре вдоль границ зерен (дендритные границы), когда деформация или темп деформации превышают определенный уровень.
· Возникают, когда деформации развивающиеся при охлаждении сварного соединения или под действием извне, превосходят пластичность металла в определенной зоне сварного соединения.
· Возникают в присутствии примесей и включений, особенно сера и фосфор.
· Сильная фиксация деталей.
· Жидкие прослойки между зернами.
Методы предотвращения:
· Исключение жетских соединений
· Увеличение размера шовного валика при соединении толстостенных отливок
· Сварка металла короткими участками с широким швом
· Не завышать ампераж
Высоколегированные стали более подверженные образованию горячих трещин, чем конструкционные стали. Это объясняется более вредным влиянием серы, а также сильно развитой транскристаллитной направленной первичной микроструктурой, увеличенной литейной усадкой кристаллизующего металла, более значительной величиной темпа внутренней деформации. Эффективным способом борьбы с горячими трещинами является легирование металла шва элементами ферритизаторами и получение в шве двухфазной аустенитно-ферритной структуры с содержанием феррита 2-7%.
|
|
|

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

