

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования...
Интересное:
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
"______"_____________19___г.
Мы, нижеподписавшиеся, руководитель сварочных работ __________________________ и
(фамилия, инициалы)
дипломированный сварщик ____________________________________________________
(фамилия, инициалы)
составили настоящий акт в том, что нами произведена проверка сварочно-технологических свойств электродов марки _____________ диаметром_________ мм, партия № ____________
Сварочно-технологические свойства электродов проверялись путем сварки в потолочном положении таврового соединения пластин толщиной _______ мм из стали марки ___________
Электроды по сварочно-технологическим свойствам в соответствии с требованиями ГОСТ 9466—75 признаны годными для сварки ответственных конструкций.
Подписи:
Приложение 16
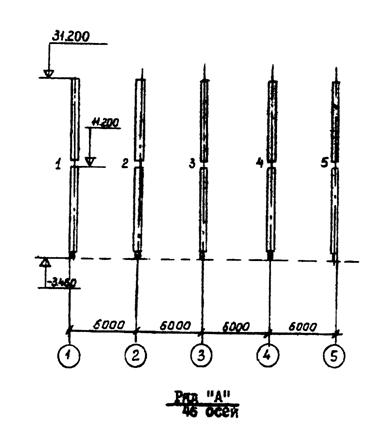
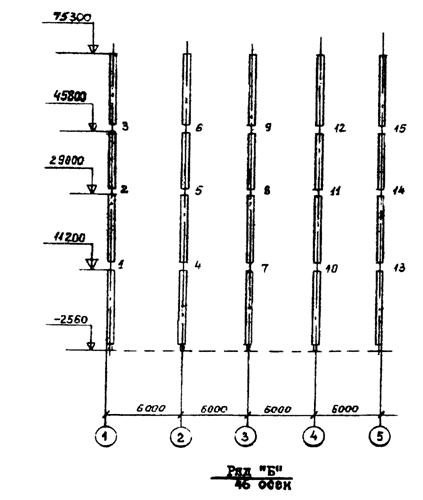
Исполнительная схема (сварочный формуляр) монтажной сварки стыков колонн (пример)
Составлена по чертежам № ______, разработанным ______________________________________________________
(наименование проектной организации)
| 
|
Приложение 17
Наименование сооружаемого
объекта_____________________________________________
Строительно-монтажная
организация_________________________________________
АКТ №______
На проверку внешним осмотром и измерением
Размеров швов сварных соединений
"_______"_____________19____г.
Мы, нижеподписавшиеся, мастер (ИТР) строительно-монтажного участка________________
(фамилия, инициалы)
и представитель дирекции сооружаемого объекта _____________________________________
(фамилия, инициалы)
составили настоящий акт в том, что нами произведена проверка внешним осмотром и измерением размеров швов сварных соединений _________________ из стали марки _________
(наименование узла)
при толщине проката____ мм, которые сварил(и) сварщик(и) ______________клеймо № ___
(фамилия, инициалы)
В результате внешнего осмотра установлено:
1. Сварные соединения № ____________ подлежат исправлению путем __________________
ввиду наличия дефектов ____________________
2. Остальные сварные соединения по результатам внешнего осмотра признаны годными.
Примечание. После устранения дефектов эти стыки должны быть вторично проверены внешним осмотром с составлением повторного акта.
Подписи:
Приложение 18
Наименование сооружаемого
объекта______________________________________________
Строительно-монтажная
организация___________________________________________
"_____".___________19____г.
ЗАКЛЮЧЕНИЕ №______
По ультразвуковому контролю качества сварных соединений
Проверка качества _________________ сварных соединений __________________________
(стыковых, угловых) (наименование конструкции, узла)
по схеме (формуляру) № _________ проводилась в соответствии с _____________________
(наименование НТД)
ультразвуковым дефектоскопом типа ________________ рабочая частота __________ МГц,
угол призмы искателя __________________
РЕЗУЛЬТАТЫ
| Номер сварного соединения по схеме или формуляру | Толщина стыкуемых элементов, мм | Описание обнаруженных дефектов | Наибольшие допустимые размеры эквивалентного дефекта, мм | Оценка качества сварки, баллы | Номер записи в журнале УЗК |
Мастер по контролю______________________________________ (фамилия, инициалы)
(подпись)
Контроль проводил _______________________________________ (фамилия, инициалы)
(подпись)
Приложение 19
Наименование сооружаемого
объекта__________________________________________
Строительно-монтажная
организация______________________________________
"____"___________19____г.
ЗАКЛЮЧЕНИЕ №______
По радиографическому контролю сварных соединений
Контроль качества сварных соединений___________________________________________
(наименование конструкции или узла)
проводился с применением______________________________________________________
(аппаратура или источник излучения)
по _________________________________________________________________ с оценкой
(наименование НТД)
качества по __________________________________________________________________
(наименование НТД, номер ГОСТ)
Схема (формуляр) № _____________________________
РЕЗУЛЬТАТЫ
| Номер сварного соединения по схеме или формуляру | Объем контроля соединения, % | Номер записи в журнале учета результатов радио графического контроля | Описание обнаруженных дефектов | Оценка качества, баллы |
Мастер по контролю_________________________________________ (фамилия, инициалы)
(подпись)
Контроль проводил __________________________________________ (фамилия, инициалы)
(подпись)
СОДЕРЖАНИЕ
1 Общая часть
1.1. Назначение и область применения
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.3. Основные положения организации сварочных работ
2. Требования к основным материалам
3. Сварочные материалы и контроль их качества
3.1. Входной контроль сварочных материалов
3.2. Электроды для ручной дуговой сварки
3.3. Сварочная проволока
3.4. Газы
3.5. Флюс для автоматической и механизированной сварки
4. Сварочное оборудование и приборы для дефектоскопии
5. Подготовка и сборка изделий под сварку
6. Технология сварки
6.1. Общие указания
6.2. Технология ручной дуговой сварки
6.3. Технология механизированной сварки в углекислом газе и порошковой самозащитной проволокой
6.4. Основные положения технологии автоматической сварки под флюсом
7. Примеры сварки характерных узлов металлоконструкций зданий
8. Контроль качества сварочных работ и сварных соединений
8.1. Операционный контроль сварочных работ
8.2. Контроль сварных соединений стальных конструкций
9. Исправление дефектов в сварных соединениях
10. Оформление технической документации
Приложения
Приложение 1. Обозначение сталей по ГОСТ 27772-88 (по пределу текучести) и соответствующих им марок сталей по другим действующим стандартам
Приложение 2. Химический состав сталей по ГОСТ 27772-88 для строительных металлоконструкций
Приложение 3. Механические свойства сталей по ГОСТ 27772-88
Приложение 4. Химический состав и механические свойства наплавленного металла отечественных электродов
Приложение 5. Химический состав и механические свойства наплавленного металла зарубежных электродов (по данным каталогов)
Приложение 6. Химический состав сварочной проволоки (ГОСТ 2246—70)
Приложение 7. Техническая характеристика самозащитных порошковых проволок
Приложение 8. Физико-химические показатели двуокиси углерода для сварки (по ГОСТ 8050-85)
Приложение 9. Технические характеристики однопостовых сварочных трансформаторов
Приложение 10. Технические характеристики источников питания сварочной дуги постоянным током
Приложение 11. Техническая характеристика полуавтоматов для дуговой сварки в защитных газах и порошковой проволокой
Приложение 12. Техническая характеристика автоматов для сварки под флюсом или в защитных газах
Приложение 13. Приспособления для сборки под сварку элементов металлоконструкций
Приложение 14. Нормы оценки качества сварных соединений конструкций по СНиП 3.03.01-87
Приложение 15. Акт на проверку сварочно-технологических свойств электродов
Приложение 16. Исполнительная схема (сварочный формуляр) монтажной сварки стыков колонн (пример)
Приложение 17. Акт на проверку внешним осмотром и измерением размеров швов сварных соединений
Приложение 18. Заключение по ультразвуковому контролю качества сварных соединений
Приложение 19. Заключение по радиографическому контролю сварных соединений
|
|
|

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

