Особенности сварки разнотолщинных соединений «труба - деталь трубопровода» и «труба - арматура».
10.2.13.1 Для сварки применяются, установленные настоящим документом следующие технологии сварки:
- РД электродами с основным видом покрытия (все слои шва);
- комбинированная технология: МП (корневой слой шва) и АППГ (последующие слои);
- комбинированная технология: РД электродами с основным видом покрытия (корневой слой шва) и АППГ (последующие слои).
Сборку и сварку стыков «переходное кольцо - корпус арматуры» рекомендуется производить в стационарных (базовых) условиях, обеспечивающих возможность их позиционирования и фиксации в удобном для сварки пространственном положении. До сборки следует убедиться в совпадении их внутренних диаметров, выполнив замер внутреннего диаметра корпуса запорной арматуры в зоне сварки.
Стыкуемый с корпусом арматуры торец переходного кольца должен иметь заводскую фаску или фаску после газовой резки и обработки специализированным станком.
Рекомендуемая длина переходного кольца – не менее одного номинального диаметра трубы. Минимально допустимая длина переходного кольца – 250 мм.
Кромки литых свариваемых торцов запорной и распределительной арматуры (арматуры, не имеющей приваренного на предприятие-производителе патрубка из кованой или горячекатаной стали) допускается подготавливать в монтажных условиях по согласованию с предприятием-изготовителем.
10.2.13.6 Допускается резка приваренных в заводских условиях переходных катушек запорной арматуры с восстановлением разделки кромок при согласовании с
предприятием-изготовителем арматуры по методике, согласованной с
предприятием-изготовителем арматуры.
Допускается отрезать прямые участки отводов холодного гнутья с переточкой кромок под сварку механическим способом при устранении дефектов.
Допускается сборка и сварка элементов трубопровода имеющих различную форму кромки приведенных на рисунке 6.1.
Не допускается сборка и сварка элементов трубопроводов, если ширина подварочного слоя (от 9 до 12 мм), установленная в 10.2.8, недостаточна для полного заполнения внутренней разделки. Производится внутренняя проточка как минимум одного из элементов трубопровода на ширину от 30 до 40 мм.
Сварка прямых врезок
10.3.1 Конструкция прямых врезок и типоразмеры труб должны соответствовать требованиям проектной документации.
10.3.2 Порядок выполнения сварных швов и форма подготовки кромок представлена на рисунке 10.3.
10.3.3 Оптимальной схемой работы при сварке прямых врезок является изготовление укрупненных заготовок в стационарных (базовых) условиях с применением механизированного оборудования для вырезки отверстий, подготовке кромок под сварку и выполнением сварки в удобном пространственном положении. Дальнейший монтаж укрупненных заготовок производится только с применением дуговой сварки труб.
10.3.4 При изготовлении прямых врезок в стационарных цеховых условиях возможно применение следующих технологий вырезки отверстий в основной трубе и подготовке кромок на трубе ответвления:
- машинками плазменной или кислородной резки труб;
- механическим способом.
При проведении работ на монтажной площадке вырезка отверстий в основной трубе может производиться следующими методами:
- механическим способом с помощью переносных установок вырезки отверстий в трубах;
- машинами кислородной резки труб;
- ручная кислородная резка по предварительной разметке.
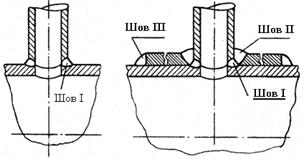
А – без установки воротника; Б – с усиливающей накладкой (воротником); В – форма подготовки кромок патрубка; Г – форма подготовки внутренней кромки усиливающего воротника; Д – форма подготовки наружной кромки усиливающего воротника.
δп – толщина патрубка (мм); δо – толщина основной трубы (мм); δм – толщина усиливающей накладки (мм); Шов I – сварной шов соединения основная труба-патрубок; Шов II – сварной шов соединения усиливающая накладка-патрубок; Шов III – сварной шов соединения усиливающая накладка-основная труба
Рис. 10.3 – Порядок выполнения сварных швов прямых врезок
10.3.5 Разметка места вырезки отверстия в основной трубе и заготовки для изготовления усиливающей накладки (воротника), под ручную вырезку, производится по специальному шаблону, вырезка отверстий специализированным оборудованием или газорезчиком.
10.3.6 Рез должен осуществляться под углом 90-5° к образующей трубы.
10.3.7 Расстояние между отверстием в основной трубе, привариваемой накладкой и швами трубы должно быть не менее 250 мм. Вырезка отверстия должна проводится на удаляемой части на расстоянии не менее 1,5 толщин разрезаемого металла от линии реза. При отрицательной температуре необходимо выполнить местный подогрев места реза до температуры не ниже 50 °С. Допуск по толщине реза составляет от 3 до 5 мм, при этом отклонения от вырезаемого диаметра допускаются только в сторону его уменьшения.





 а) б)
а) б)
 в)
в)

 г)
г)
 д)
д)



