Объект исследования: Разработка приспособления для обработки детали «Изолятор»
Результаты, полученные лично автором: Спроектированы приспособления для установки и закрепления заготовки для механической обработки.
Актуальность данной темы связана с проектирование приспособления для базирования и закрепления заготовок, так в данный момент на
АО «Карачевском заводе «Электродеталь» данная операция производится на универсальном оборудовании. После разрезки остаются заусенцы, которые не обходимо удалять вручную, что увеличивает время обработки.
В настоящее время в машиностроении применяются изделия из металлических материалов, форма, размеры и требуемое качество которых получается путём механической обработки исходных заготовок. Однако, кроме металлических, используются также изделия из неметаллических материалов, таких как: древесина, резиновые и резинотканевые изделия и, в частности, пластмасса.
Большинство деталей из пластмасс изготавливают прессованием, литьем, формованием, штамповкой. Тем не менее, в ряде случаев, для получения заданных размеров деталей из пластмасс их подвергают механической обработке резанием. Кроме того, при изготовлении мелких партий деталей не всегда рационально использовать формы, штампы и другое специальное оборудование для изготовления заготовок или готовых деталей. В этом случае более целесообразно применять механическую обработку резанием.
Одной из такой детали, для которой необходимо применять механическую обработку – изоляторы, которые являются одним из элементов электрического соединителя. Электрический соединитель – электротехническое устройство, предназначенное для механического соединения и разъединения электрических цепей. Состоят из двух частей: изолятора и контактов, которые образуют разъемное контактное соединение. Контакты служат для передачи электрического сигнала, а изоляторы предназначены для создания изоляции между контактами и металлическим корпусом.
Последовательность изготовления изолятора следующая: заготовку получают методом прессования на термопласт автоматах. Размеры заготовки унифицированы, поэтому после изготовления их подвергают механической обработке (разрезке) на различную величину для получения деталей различного типоразмера.
Целью данных исследований, является разработка оснастки для механической обработки данных изоляторов. Для достижения поставленной цели были сформулированы и частично решены следующие задачи: разработка установки для разрезки деталей «Изолятор»; разработка оснастки для закрепления данного типа деталей.
Базирование данных деталей в приспособлении осуществляется по нижней плоскости и центральным отверстиям по цилиндрическому пальцу соответствующего размера (Рис. 1). Закрепление заготовки осуществляется следующим способом: приспособление, закрепленное на каретке поперечного перемещения, перемещается вместе с кареткой при помощи электродвигателя и тягового устройства. При подходе каретки с приспособлением к рабочей зоне происходит закрепление детали с помощью прихватов и сконструированных салазок, закрепленных на защитном кожухе. Усилие закрепления заготовки действует до тех пор, пока происходит подвод приспособления с заготовкой к режущему инструменту, непосредственно при разрезке детали и выходе приспособления из зоны обработки. Переустановка заготовки осуществляется вручную, далее цикл обработки повторяется.
В дальнейшем планируется провести исследования с дальнейшим изменением геометрических параметров инструмента, изменению скорости вращения фрезы и изменению скорости подачи заготовки.
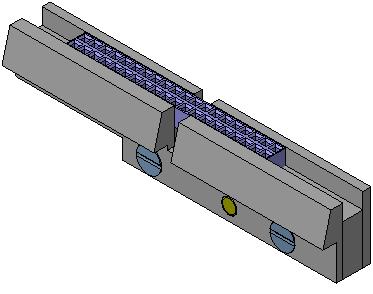
Рис. 1 Приспособление с заготовкой
Материал поступил в редколлегию 26.04.2017
УДК 62-529
С.О. Федонина
Научные руководители: профессор кафедры «Металлорежущие станки и инструменты», д.т.н., А.В. Хандожко; доцент кафедры «Металлорежущие станки и инструменты», к.т.н., Л.А. Захаров; доцент кафедры «Металлорежущие станки и инструменты», к.т.н., А.Н. Щербаков
fedonina.sv2015@gmail.com







