Кафедра технологии машиностроения
Технология машиностроения
Методические указания по выполнению
контрольной работы для студентов заочной формы обучения
Специальности 21.05.04.09
«Горные машины и оборудование»
Составитель С.Н. Ковальчук
Утверждены на заседании кафедры
Протокол № от.02.2017
Рекомендованы к печати
учебно-методической комиссией
специальности 21.05.04.09
Протокол № от
Электронная копия хранится
в библиотеке главного корпуса
ГУ КузГТУ
Кемерово 2017
ВВЕДЕНИЕ
Темой контрольной работы является разработка технологического процесса механической обработки детали в условиях мелко-серийного (ремонтного) производства.
Целью выполнения данной контрольной работы являются:
- закрепление знаний, полученных при изучении соответствующего теоретического курса;
- развитие практических навыков проектирования технологических процессов изготовления деталей.
Исходные материалы для выполнения
Контрольной работы
Исходными материалами для выполнения контрольной работы являются:
1. Чертеж детали. Это должна быть деталь средней сложности, для обработки которой требуются 5-7 технологических операций, например: вал, вал-шестерня, зубчатое колесо, фланец, крышка подшипника и т.п. Чертеж детали выбирается студентом самостоятельно или по согласованию с преподавателем.
2. Технические требования на изготовление детали
2. Программы выпуска детали. Так как тип производства мелкосерийный, ориентировочно принимаем программу выпуска 30 – 50 штук.
Содержание контрольной работы
Контрольная работа выполняется на листах формата А4 (примерный объем 10-15 листов) и состоит из следующих разделов:
1. Анализ служебного назначения детали.
2. Материал детали и его свойства.
3. Выбор метода получения заготовки.
4. Назначение технологических методов обработки поверхностей детали.
5. Выбор и обоснование выбора технологических баз.
6. Маршрут обработки.
7. Выбор оборудования и технологической оснастки.
Список использованной литературы.
Приложение:
- чертеж детали (синька, ксерокопия);
Методические указания по отдельным разделам
Контрольной работы
Материал детали и его свойства
При анализе материала необходимо описать его назначение, химический состав, физико-механические свойства [5, 7]. Химический состав и механические свойства рекомендуется приводить в табличной форме (табл. 2, 3).
Требования по термической и электрохимической обработке задаются на чертеже. Режимы и свойства стали после термической и электрохимической обработке выписать по справочнику [5], для чугуна и цветных сплавов по [7].
Таблица 2
Химический состав материала детали
Сталь 45 ГОСТ 1050 – 88
| Содержание элемента
|
| C
| Si
| Mn
| S
| P
| As
| Cr
| Ni
| Cu
|
| 0,42-0,50
| 0,17-0,37
| 0,50-0,80
| ≤0,040
| ≤0,035
| ≤0,08
| ≤0,025
| ≤0,30
| ≤0,30
|
Таблица 3
Механические свойства материала детали
| ГОСТ
| σВ
| Δ5
| φ
| HB
не более
|
| МПа
| %
|
| не менее
|
| 1050-88
|
|
|
| ≤207
|
Назначение технологических методов обработки
Поверхностей детали
Методы обработки отдельных поверхностей детали устанавливают исходя из требований рабочего чертежа и принятой заготовки. По заданным требованиям к точности и шероховатости поверхности с учетом формы и размера поверхности назначают метод окончательной обработки. Зная вид и точность заготовки, назначают первый метод обработки. Базируясь на первом и завершающем методе, устанавливают промежуточные методы обработки. При этом исходят из того, что каждый последующий метод должен быть точнее предыдущего на 1-3 квалитета. Технологический допуск на промежуточный размер и качество поверхности, полученные предыдущим методом, должны позволять использовать следующий. Точность, достигаемая различными методами обработки приведена в [13,14].
В пояснительной записке назначение методов обработки удобнее производить в табличной форме согласно той же нумерации обрабатываемых поверхностей (табл.4).
Таблица 4
Назначение методов обработки
| №
| Метод обработки
| Квалитет
IT
| Шероховатость Ra
|
|
| Точение черновое
|
| 12,5
|
|
| Точение черновое
|
| 12,5
|
|
| Точение черновое
|
| 12,5
|
|
| Точение черновое
Точение чистовое
Шлифование черновое
Шлифование чистовое
Полирование
|
| 12,5
6,3
1,6
0,8
0,16
|
|
| Точение черновое
Точение чистовое
Точение тонкое
Раскатка
|
| 12,5
3,2
1,6
0,63
|
|
| Точение черновое
|
| 12,5
|
|
| Точение черновое
Точение чистовое
Точение тонкое
|
| 12,5
12,5
2,5
|
|
| Точение черновое
|
| 12,5
|
|
| Точение черновое Нарезание резьбы резцами
| 12 6H
| 12,5 12,5
|
|
| Точение черновое
|
| 12,5
|
|
| Точение черновое
|
| 12,5
|
|
| Точение черновое
|
| 12,5
|
Маршрут обработки
Маршрут обработки – это последовательность и содержание технологических операций.
Цель составления маршрута обработки - дать общий план обработки, наметить содержание операций в целом, выбрать тип оборудования. Это сложная, многовариантная задача. При разработке маршрута нужно руководствоваться следующими принципами:
1. На первой операции обрабатываются поверхности, в дальнейшем служащие технологическими базами.
2. Далее производится черновая и чистовая обработка основных поверхностей. При этом деталь устанавливается в приспособлении на ранее обработанные технологические базы.
3. Обработка вспомогательных поверхностей (пазы, канавки, отверстия и т.п.) выполняется после обработки основных поверхностей.
4. Операции формируются исходя из типа оборудования, требуемой точности обработки и производительности.
5. В конец маршрута выносят обработку лекгоповреждаемых поверхностей (резьбы, зубчатые венцы).
6. При мелкосерийном производстве принцип построения операций концентрированный (т.е. с совмещением черновой и чистовой обработки большинства поверхностей), а при массовом – дифференцированный.
7. Если деталь подвергают термообработке, то это учитывают при составлении маршрута.
8. Отделочная обработка (чаще шлифование) выполняется
после термической, чтобы исправить возможные дефекты.
В пояснительной записке маршрут должен быть описан следующим образом:
- номер и название операции;
- содержание (какие поверхности и какими методами обрабатываются);
- технологические базы для установки детали на данной операции;
- вид оборудования, на котором выполняется операция.
Типовые маршруты обработки различных деталей приведены в [8,12]. Маршрут обработки удобнее производить в табличной форме (табл.6).
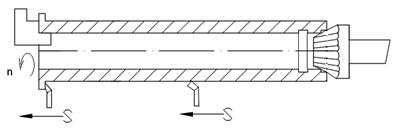
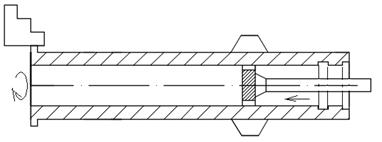
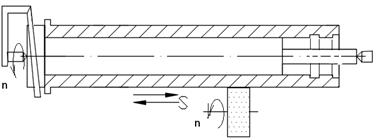
Операции необходимо сопровождать операционными эскизами. На операционном эскизе необходимо изображать деталь в том виде, который она приобретает после выполнения операции, а так же условно станочное приспособление и режущий инструмент. Пример операционных эскизов приведен в приложении.
Таблица 6
Маршрут обработки детали
| №
| Содержание операции
| Схема базирования
| Станок
|
|
| Заготовительная операция (отрезная)
|
|
|
|
| Токарная операция 1.Подрезать торец 1'
2.Точить отверстие 5 начерно
3.Точить отверстие 7начерно
4 Точить отверстие 7 начисто
5. Точить отверстие 8начерно
6. Точить отверстие 5начисто
7. Точить фаску 11
8. Нарезать резьбу 9
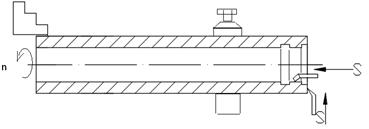
| №1
| 16К30Ф3
N=22кВт
|
|
| Токарная операция 1.Подрезать торец 1
| №2
| 16К30Ф3
N=22кВт
|
|
| Токарная операция 1.Точить поверхность 2 начерно
2. Точить поверхность 3 начерно
3. Точить поверхность 4 начерно
4 Точить поверхность 6 начерно
5. Точить фаску 10 начерно
6. Точить буртик 12 начерно
7. Точить поверхность 4 начисто
| №3
| 16К30Ф3
N=22кВт
|
|
| ТО (упрочнение)
|
|
|
|
| Горизонтально-расточная
1. Раскатать отверстие 5
| №1
| РТ 2825П
N=22кВт
|
Прод. таблицы 6
| №
| Содержание операции
| Схема базирования
| Станок
|
|
| 
|
|
|
|
| Круглошлифовальная операция
1.Шлифовать поверхность 4 начерно
2.Шлифовать поверхность 4 начисто
|
№3
|
3М193
N=13кВт
|
|
| Полировальная операция
1. Полировать поверхность 4

|
№3
|
16К25
N=11кВт
|
Кафедра технологии машиностроения
Технология машиностроения








