Точность формы характеризуется отклонением формы реальной поверхности (профиля) от формы номинальной поверхности (профиля). Отклонение  – наибольшее расстояние от точек реальной поверхности (профиля) до прилегающей поверхности (профиля) в пределах нормируемого участка L. Допуск Т – наибольшее допускаемое отклонение.
– наибольшее расстояние от точек реальной поверхности (профиля) до прилегающей поверхности (профиля) в пределах нормируемого участка L. Допуск Т – наибольшее допускаемое отклонение.
| Группа отклонений и допусков
| Отклонение формы
| Допуск формы
| Условный знак допуска
|
| 1.Отклонения и допуски формы плоских поверхностей
| Отклонения от прямолинейности.
| Допуск прямолинейности
| 
|
| Отклонения от плоскости
| Допуск плоскостности
| 
|
| 2. Отклонения и допуски формы цилиндрических поверхностей
| Отклонения от цилиндричности
| Допуск цилиндричности
| 
|
| Отклонения от круглости
| Допуск круглости
| 
|
| Отклонения профиля продольного сечения
| Допуск профиля продольного сечения
| 
|
Допуски прямолинейности и плоскостности могут назначаться в зависимости от степени точности (от 1-ой до 16-ой) и длины нормируемого участка по таблицы 4 стр. 197 (I). Примеры применения степеней точности в зависимости от вида плоских поверхностей и технологической операции для их окончательной обработки приведены в табл. 6 стр. 199 (I).
Можно назначать указанные допуски по уровням относительной геометрической точности внутри одного квалитета. В этом случае допуск формы определяется в зависимости от допуска размера. Уровень А - нормальная относительная геометрическая точность (Т формы = 0,6 Т размера); уровень В - повышенная точность (Т формы = 0,4 Т размера); уровень С - повышенная точность (Т формы = 0,25 Т размера). Рекомендации по применению уровней относительной геометрической точности приведены на стр. 204, а числовые значения в табл. 5 на стр. 198 (I).
Аналогично назначаются допуски формы цилиндрических поверхностей. В табл. 8 стр. 202 - по степени точности, в табл. 9 стр. 203 - по уровням А, В, С относительной геометрической точности.
Отклонением расположения называется отклонение реального расположения рассматриваемого элемента (поверхности, линии, точки) от его номинального расположения. Номинальное расположение - расположение элемента, определяемое номинальными размерами между элементами и базами. База - элемент детали (или их сочетание), определяющий одну из плоскостей или осей системы координат, по отношению к которой задается допуск расположения рассматриваемого элемента.
| Группа отклонений и допусков
| Отклонение расположения
| Допуск расположения
| Условный знак допуска
|
|
|
|
|
|
|
Отклонение и допуск расположения
| Отклонение от параллельности плоскостей
| Допуск параллельности
| 
|
| Отклонение перпендикулярности плоскостей
| Допуск перпендикулярности
| 
|
| Отклонение наклона плоскости относительно плоскости или оси
| Допуск наклона
| 
|
| Отклонение от соосности относительно:
- оси базовой поверхности
- общей оси
| Допуск соосности:
- в диаметральном выражении;
- в радиальном выражении.
| 
|
| Отклонение от симметричности относительно базового элемента
| Допуск симметричности:
- в диаметральном выражении;
- в радиальном выражении.
| 
|
| Позиционное отклонение
| Позиционный допуск:
- в диаметральном выражении;
- в радиальном выражении
| 
|
| Отклонение от пересечения осей
| Допуск пересечения:
- в диаметральном выражении;
- в радиальном выражении.
| 
|
| Суммарное отклонение и допуски формы и расположения
| Радиальное биение
| Допуск радиального биения
| 
|
| Полное радиальное биение
| Допуск радиального биения
| 
|
| Торцевое биение
| Допуск торцевого биения
| 
|
| Полное торцевое биение
| Допуск полного торцевого биения
| 
|
| Отклонение формы заданного профиля
| Допуск формы заданного профиля:
- в диаметрическом выражении;
- в радиальном выражении.
| 
|
| Суммарное отклонение от параллельности и плоскостности
| Суммарный допуск параллельности и плоскостности
| 
|
Допуски параллельности, перпендикулярности, наклона, торцевого биения приведены в табл. 13 на стр. 218 (I), а допуски радиального биения, соосности, симметричности, пересечения осей – в табл. 14 стр. 219 (I).
Позиционное отклонение применяется в основном для указания предельных отклонений осей крепежных поверхностей, когда число отверстий более двух. Позиционный допуск вычисляется при помощи формул:
 - для болтовых соединений (тип А);
- для болтовых соединений (тип А);
 - для винтовых соединений (тип В),
- для винтовых соединений (тип В),
где k - коэффициент использования минимального зазора зависит от условий соединения:
I – соединение, не требующее взаимного регулирования деталей K = I;
II – соединение, осуществляемое винтами с потайными головками, К = 0,8;
III – соединение с регулировкой взаимного положения деталей, К = 0,6.
При указании размеров между осями крепежных отверстий необходимо, наряду с нанесением позиционного допуска, заключить числовые значения размеров в прямоугольные рамки. Минимальные зазоры определяются по табл. 29 стр. 269, а позиционный допуск – по табл. 30 стр. 271 (I).
Шероховатость поверхности - совокупность неровностей с относительно малыми шагами, выделения с помощью базовой длины. Шероховатость характеризуется тремя параметрами: высотными, шаговыми, опорными.
Высотный параметр, указываемый на чертежах, - среднее арифметическое отклонение профиля
Числовые значения – в табл. 17 и 18 на стр. 228 (I).
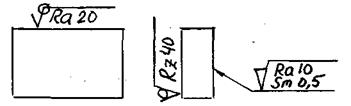
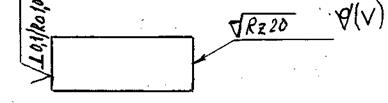
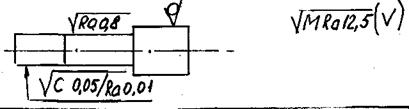
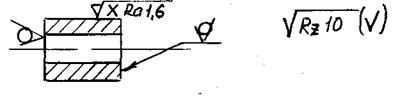
Ra – Рекомендуемые значения от 100 до 0,012 со знаменателем геометрической прогрессии 2; шероховатость поверхности при различных методах обработки – в табл. 19 стр. 231 (I); минимальные требования к шероховатости по Ra в зависимости от допуска размера и формы в табл. 20 стр. 233 (I). Условное обозначение шероховатости на чертежах осуществляется при помощи знака шероховатости со следующими указаниями:

 - Способ обработки поверхности или другие дополнительные указания;
- Способ обработки поверхности или другие дополнительные указания;
 - Условное обозначение направления неровностей;
- Условное обозначение направления неровностей;
 - Базовая длина, если определение Ra производится на длине, отличающейся от рекомендуемых таблицей 17 (I);
- Базовая длина, если определение Ra производится на длине, отличающейся от рекомендуемых таблицей 17 (I);
 - Параметр шероховатости по ГОСТ 2789 – 73.
- Параметр шероховатости по ГОСТ 2789 – 73.
Знак шероховатости может иметь две модификации, уточняющих способ обработки:
 - указание шероховатости, получаемой без удаления слоя материала;
- указание шероховатости, получаемой без удаления слоя материала;
 - указание шероховатости, получаемой со снятием слоя материала.
- указание шероховатости, получаемой со снятием слоя материала.
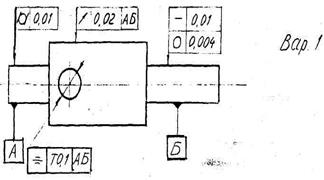
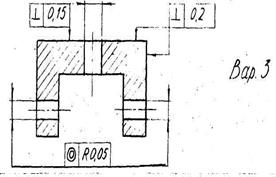
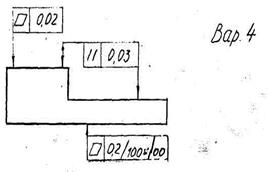
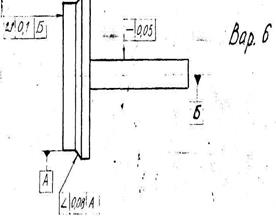
ЗАДАНИЕ 7
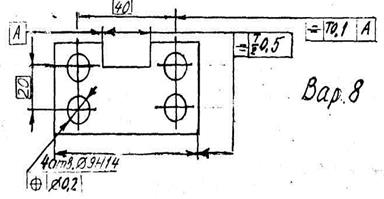
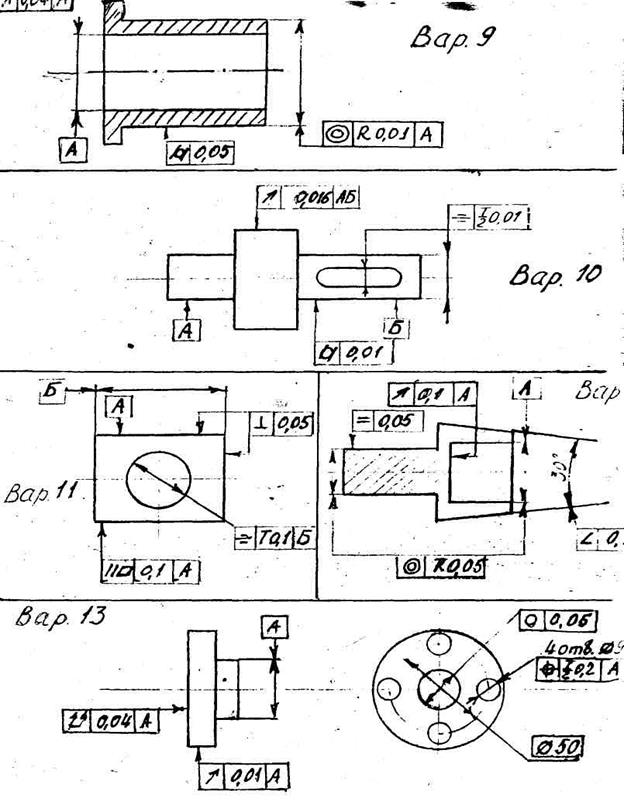
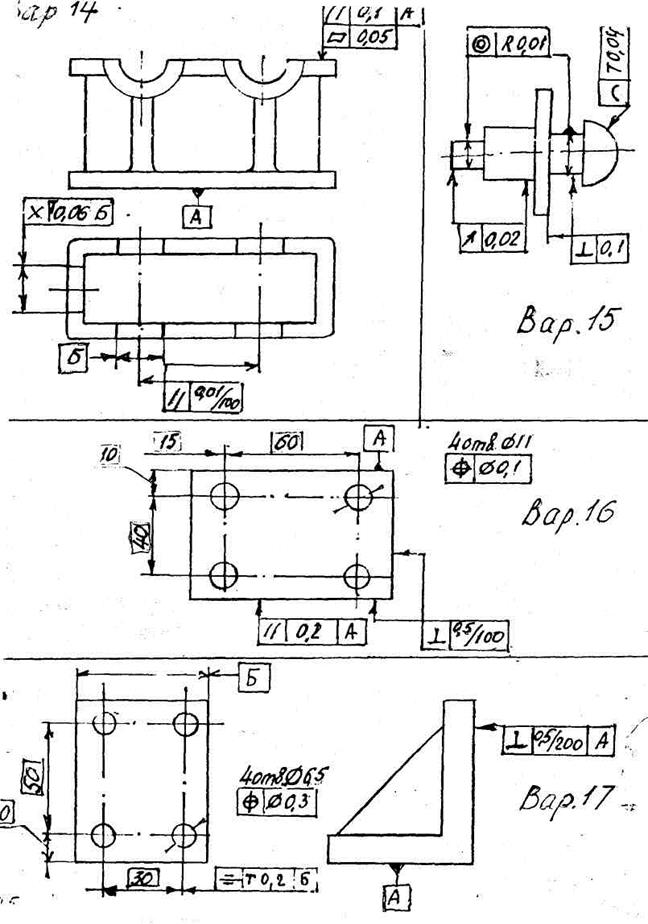
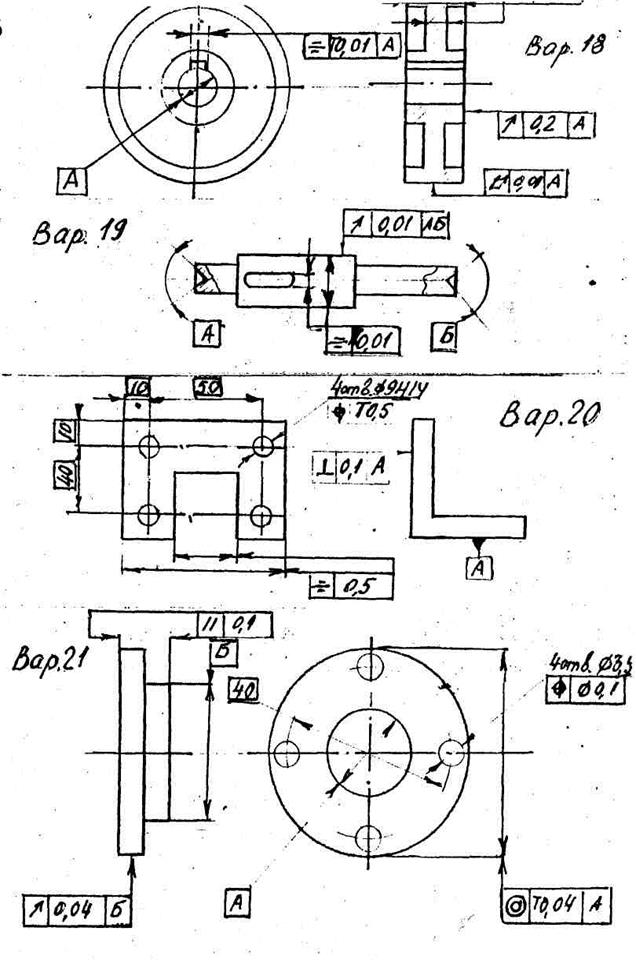
Предельные отклонения формы и расположения поверхностей.
Цель задания:
1. Изучить условное обозначение предельных отклонений формы и расположения поверхностей.
2. Изучить термины и определения отклонений формы и расположения поверхностей.
3. Научиться правильно проставлять отклонения в зависимости от требований, предъявляемых к деталям.
В задании требуется:
1. Сделать эскиз детали согласно указанного варианта.
2. Дать полные пояснения условным изображениям, приведенным на эскизе.
ЗАДАНИЕ 8
Расчет допусков расположения осей крепежных деталей.
Цель задания:
1. Определение позиционного допуска в диаметральном выражении.
2. Научиться правильно проставлять размеры деталей с крепежными отверстиями.
В задании требуется:
1. В соответствии с типом и условиями соединениями по таблицам 29 и 30 на стр. 269 и 271 (I) найти величину позиционного допуска.
2. Сделать произвольный эскиз плоской детали, на котором указать размеры крепежных отверстий и расстояний между ними.
Таблица к заданию 8
| Условное крепление
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1. Тип соединения
| А
| А
| В
| В
| А
| А
| А
| В
| В
| А
| А
| В
|
| 2. Количество крепежных деталей
|
|
|
|
|
|
|
|
|
|
|
|
|
| 3. Диаметр крепежных деталей
|
|
|
|
|
|
|
|
|
|
|
|
|
| 4. Диаметр крепежного отверстия
|
|
|
|
|
|
|
|
|
|
|
|
|
| 5. Условное соединение
| I
| II
| III
| I
| II
| III
| I
| II
| III
| I
| II
| III
|
| 6. Минимальный зазор
|
|
|
|
|
|
|
|
|
|
|
|
|
| 7. Позиционный допуск
|
|
|
|
|
|
|
|
|
|
|
|
|
| Условное крепление
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1. Тип соединения
| В
| А
| А
| В
| В
| А
| А
| А
| В
| В
| В
| А
|
| 2. Количество крепежных деталей
|
|
|
|
|
|
|
|
|
|
|
|
|
| 3. Диаметр крепежных деталей
|
|
|
|
|
|
|
|
|
|
|
|
|
| 4. Диаметр крепежного отверстия
|
|
|
|
|
|
|
|
|
|
|
|
|
| 5. Условное соединение
| I
| II
| III
| I
| II
| III
| I
| II
| III
| I
| II
| III
|
| 6. Минимальный зазор
|
|
|
|
|
|
|
|
|
|
|
|
|
| 7. Позиционный допуск
|
|
|
|
|
|
|
|
|
|
|
|
|
ЗАДАНИЕ 9
Шероховатость поверхностей
Цель задания:
1. Изучить основные термины и определения, относящиеся к указанию параметров шероховатости.
2. Изучить условные обозначения шероховатости.
3. Понять связь технологии обработки с величиной шероховатости.
В задании требуется:
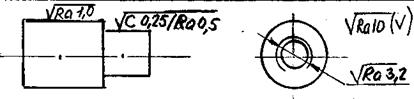
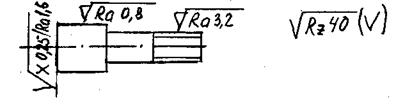
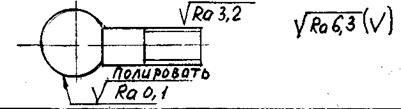
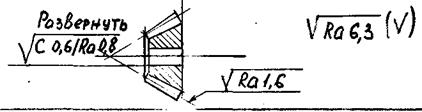
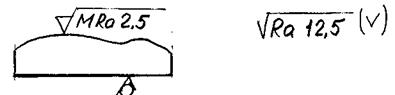
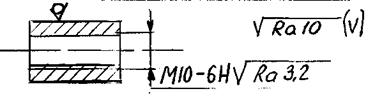
1. Дать пояснения к обозначениям шероховатости поверхностей на приведенных эскизах деталей.
2. Указать способ обработки согласно табл. 19 на стр. 231 (I).
Таблица к заданию 9
| Вариант 1
| 
|
| Вариант 2
| 
|
| Вариант 3
| 
|
| Вариант 4
| 
|
| Вариант 5
| 
|
| Вариант 6
| 
|
| Вариант 7
| 
|
| Вариант 8
| 
|
| Вариант 9
| 
|
| Вариант 10
| 
|
| Вариант 11
| 
|
| Вариант 12
| 
|
| Вариант 13
| 
|
| Вариант 14
| 
|
| Вариант 15
| 
|
| Вариант 16
| 
|
| Вариант 17
| 
|
| Вариант 18
| 
|
| Вариант 19
| 
|
| Вариант 20
| 
|
ЗАДАНИЕ 10
Шероховатости поверхности.
Цель задания:
1. Изучить связь параметров шероховатости поверхности и точностью обработки.
В задании требуется:
1. По допуску размера определить его квалитет согласно табл. 4 на стр. 32 (I).
2. Вычислив процентное соотношение допуска формы и допуска размера по табл. 20 на стр. 233 (I), найти параметр шероховатости Ra, мкм.
Таблица к заданию 10
| Варианты
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1. Номинальный размер, мм
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 2. Допуск размера, мкм
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 3. Допуск формы, мкм
| 3,6
|
|
|
|
|
|
| 4,8
|
| 6,5
| 7,2
|
|
|
| 4. Параметр шероховатости, мкм Ra
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1. Номинальный размер, мм
|
|
|
|
|
|
|
|
|
|
|
|
|
| 2. Допуск размера, мкм
|
|
|
|
|
|
|
|
|
|
|
|
|
| 3. Допуск формы, мкм
|
| 32,4
|
|
|
|
|
|
|
|
|
|
|
| 4. Параметр шероховатости, мкм Ra
|
|
|
|
|
|
|
|
|
|
|
|
|
РАЗДЕЛ 3
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ
Измерение – нахождение физической величины опытным путём с помощью специальных технических средств, называемых средствами измерения.
Средства измерения характеризуется метрологическими показателями: ценой деления шкалы, диапазоном показаний, диапазоном измерений, пределом измерений. Один из основных показателей – погрешность измерения
 ,
,
где X – результат измерения, Q – истинное значение.
Виды погрешностей.
Систематические – постоянно или закономерно изменяющиеся при повторных измерениях одной и той же величины.
Случайные – измеряющиеся случайным образом, принимающие при измерениях в одних и тех же условиях разные значения по величине и знаку.
Грубые – значительно превосходящие ожидаемые показатели, ошибки при отсчете.
Примером возникновения погрешности измерения является температурная погрешность. Если температура партии деталей будет отличатся от нормальной ( ), то будет иметь место систематическая погрешность, определяемая по формуле.
), то будет иметь место систематическая погрешность, определяемая по формуле.
 ,
,
где L- измеряемый размер,  коэффициент линейного расширения материала детали (см.табл.11 на стр.50(2)),
коэффициент линейного расширения материала детали (см.табл.11 на стр.50(2)),  - температура детали,
- температура детали, 
Если же в производственном помещении возникает колебание температуры относительно нормальной и это колебание оказывает влияние на температуру детали и измерительного средства (калибра, концевой меры и т.д.), то погрешность измерения будет носить случайный характер и может быть вычислена по формуле
 ,
,
где  коэффициент линейного расширения материала калибра,
коэффициент линейного расширения материала калибра,
 температура калибра.
температура калибра.
Средства измерений выбирают в зависимости от допуска контролируемого изделия и допускаемой погрешностью измерений. Допуск размера – определяющая характеристика для подсчета допускаемой погрешности измерений, которая принимается равной от  до
до  допуска на размер. В допускаемую погрешность входят погрешности средств измерения и установочных мер, погрешности условий измерений, а также погрешности базирования.
допуска на размер. В допускаемую погрешность входят погрешности средств измерения и установочных мер, погрешности условий измерений, а также погрешности базирования.
Допускаемые погрешности измерения приведены в табл.26, стр.165 (I). Выбор средства измерения производится по табл.27 стр.166 (I). Основные группы измерительных приборов: штанген инструменты, микрометрические приборы, рычажно–зубчатые приборы, приборы с пружинной передачей, оптико-механические приборы.
Для проведения точных измерений и настройки измерительных средств применяются концевые меры длины (плитки). Концевые меры поставляют в наборах шести классов точности 00,01,0,1,2,3. Отклонения длины концевых мер в зависимости от класса приведены в табл.12. стр.64 (2).Наборы состоят из 116,87,42 и менее плиток с различными размерами, позволяющими притиранием друг к другу составить практически любой размер максимально из четырёх мер.
Для контроля гладких цилиндрических поверхностей в серийном и массовом производстве применяют бесшкальные измерительные инструменты – предельные калибры, позволяющие определять нахождения контролируемого размера в границах поля допуска. Для контроля отверстий используются калибр- пробки, для контроля валов - калибр - скобы. На стр.187 рис.22 (I) приведены схемы расположения полей допусков проходных и непроходных сторон калибра, а в табл.28 стр.188 – значения допусков гладких рабочих калибров.
Совместное действие многих факторов в процессе измерения (погрешность измерительного прибора или инструмента, погрешность отсчета, температурная погрешность и пр.) характеризуется суммарной случайной погрешностью (наиболее вероятной погрешностью).
 ,
,
где  предельные случайные погрешности, вызываемые отдельными факторами.
предельные случайные погрешности, вызываемые отдельными факторами.
ЗАДАНИЕ 11
Определение погрешностей измерений
Цель задания:
1.Научиться определять систематическую температурную погрешность измерения.
В задании требуется:
1.Вычислить температурную погрешность в зависимости от измеряемого размера, материала детали и её температуры после обработки.
Таблица к заданию 11.
| Условия измерения
|
|
|
|
|
|
|
|
| 1.Измеряемый размер, мм
|
|
|
|
|
|
|
|
2.Температура детали, 
|
|
|
|
|
|
|
|
| 3.Материал детали
| Сталь
| Медь
| Алюминий
| Латунь
| Чугун
| Титан
| Стекло
|
| 4.Температурная погрешность, мкм
|
|
|
|
|
|
|
|
| Условия измерения
|
|
|
|
|
|
|
|
| 1.Измеряемый размер, мм
|
|
|
|
|
|
|
|
| 2.Температура детали
|
|
|
|
|
|
|
|
| 3.Материал детали
| Инвар
| Сталь
| Бронза
| Тв.сплав
| Латунь
| Вольфрам
| Медь
|
| 4.Температурная погрешность, мкм
|
|
|
|
|
|
|
|
| Условия измерения
|
|
|
|
|
|
|
|
| 1.Измеряемый размер, мм
|
|
|
|
|
|
|
|
| 2.Температура детали
|
|
|
|
|
|
|
|
| 3.Материал детали
| Чугун
| Титан
| Стекло
| Сталь
| Бронза
| Алюминий
| Тектолит
|
| 4.Температурная погрешность, мкм
|
|
|
|
|
|
|
|
| Условия обозначения
|
|
|
|
|
|
|
|
| 1.Измеряемый размер, мм
|
|
|
|
|
|
|
|
| 2.Температура детали
|
|
|
|
|
|
|
|
| 3.Материал детали
| Сталь
| Титан
| Дюра
люминий
| Бронза
| Латунь
| Чугун
| Стекло
|
| 4.Температурная погрешность, мкм
|
|
|
|
|
|
|
|
| Условия измерения
|
|
|
|
|
|
|
|
| 1.Измеряемый размер, мм
|
|
|
|
|
|
|
|
| 2.Температура детали
|
|
|
|
|
|
|
|
| 3.Материал детали
| Медь
| Тв. сплав
|
|
|
|
|
|
| 4.Температурная погрешность, мкм
|
|
|
|
|
|
|
|
ЗАДАНИЕ 12
Определение погрешности блока концевых мер
Цель задания:
1.Изучение конструкции концевых мер и методики составления блоков.
2.Определение погрешности блока в зависимости от класса точности.
В задании требуется:
1. Составить блок концевых мер в соответствии с заданным размером.
2.Вычислить погрешности, наибольшую и наиболее вероятную, в зависимости от указанного класса точности.
Таблица к заданию12.
| Параметры блока
|
|
|
|
|
|
|
|
| Размер блока
| 75,415
| 55,175
| 62,35
| 41,235
| 13,85
| 37,425
| 28,015
|
| Класс точности
|
|
|
|
|
|
|
|
| Параметры блока
|
|
|
|
|
|
|
|
| Размер блока
| 17,375
| 84,565
| 92,155
| 101,5
| 74,935
| 17,565
| 24,475
|
| Класс точности
|
|
|
|
|
|
|
|
| Параметры блока
|
|
|
|
|
|
|
|
| Размер блока
| 35,285
| 44,525
| 27,275
| 61,435
| 77,195
| 8,355
| 120,45
|
| Класс точности
|
|
|
|
|
|
|
|
| Параметры блока
|
|
|
|
| | | |
| Размер блока
| 52,135
| 45,075
| 75,235
| | | | |
| Класс точности
|
|
|
| | | | |
ЗАДАНИЕ 13
Определение погрешностей измерения
Цель задания:
1. Изучение структуры погрешностей измерения линейных размеров.
В задании требуется:
1. Определить температурную погрешность измерения, возникающую из-за колебания температуры в помещении.
2. Определить погрешность средства измерения.
3. Вычислить наиболее вероятную погрешность измерения заданного размера детали.
Таблица к заданию 13
| Условия измерения
|
|
|
|
|
|
|
|
|
| 1. Измеряемый размер, мм
|
|
|
|
|
|
|
|
|
| 2. Материал детали
| Бронза
| Сталь
| Титан
| Чугун
| Т. сплав
| Латунь
| Сталь
| Чугун
|
| 3. Колебания, температура в помещении, 0С
| 18 - 22
| 17 - 23
| 19 – 21
| 16 – 24
| 18 – 22
| 15 – 25
| 17 - 24
| 16 – 24
|
| 4. Наименование средства измерения
| Много
оборотный индикатор
| Микрокатор
| Оптикатор
| Рычажная зубчатая
головка
| Оптиметр
| Скоба индикаторная
| Рычажный микрометр
| Рычажный микрометр
|
| 15. Погрешность средства измерения, мкм
|
|
|
|
|
|
|
|
|
| 6. Погрешность отсчета, мкм
| 0,2
| 0,2
| 0,1
| 0,2
| 0,15
|
|
|
|
| 7. Материал концевых мер
| Сталь Х
| Т. сплав
| Сталь Х
| Сталь Х
| Сталь Х
| Сталь
| Сталь
| Сталь
|
| 8. Погрешность размера блока концевых мер при 200С, мкм
| 2,8
| 1,1
| 0,8
|
| 1,2
| 1,0
| 1,0
| 1,5
|
| 9. Наиболее вероятная погрешность, мкм
|
|
|
|
|
|
|
|
|
| Условия измерения
|
|
|
|
|
|
|
|
|
| 1. Измеряемый размер, мм
|
|
|
|
|
|
|
|
|
| 2. Материал детали
| Алюминий
| Медь
| Титан
| Алюминий
| Сталь
| Бронза
| Чугун
| Титан
|
| 3. Колебания, температура в помещении, 0С
| 14 – 26
| 18 – 22
| 19 – 21
| 17 – 23
| 15 – 25
| 14 – 26
| 18 – 22
| 19 – 21
|
| 4. Наименование средства измерения
| Оптикатор
| Индикатор часового типа
| Многооборотный индикатор
| Скоба рычажная
| Скоба рычажная
| Скоба индикатор
| Рычажный микрометр
| Электронный показывающий прибор
|
| 5. Погрешность средства измерения, мкм
|
|
|
|
|
|
|
|
|
| 6. Погрешность отсчета, мкм
| 0,2
|
| 0,2
| 0,2
| 0,2
|
|
| 0,15
|
| 7. Материал концевых мер
| Сталь
| Сталь Х
| Т. сплав
| Т. сплав
| Т. сплав
| Т. сплав
| Т. сплав
| Т. сплав
|
| 8. Погрешность размера блока концевых мер при 200С, мкм
| 2,0
| 2,0
| 3,0
| 0,5
| 0,6
| 1,2
| 1,5
| 2,0
|
| 9. Наиболее вероятная погрешность, мкм
|
|
|
|
|
|
|
|
|
| Условия измерения
|
|
|
|
|
|
|
|
|
| 1. Измеряемый размер, мм
|
|
|
|
|
|
|
|
|
| 2. Материал детали
| Медь
| Латунь
| Т. сплав
| Бронза
| Алюминий
| Бронза
| Инвар
| Латунь
|
| 3. Колебания, температура в помещении, 0С
| 17 – 23
| 18 – 22
| 15 – 25
| 14 – 26
| 18 – 22
| 17 – 23
| 19 – 21
| 16 – 24
|
| 4. Наименование средства измерения
| Пружинная измерительная головка
| Оптикатор
| Рычажный микрометр
| Рычажный микрометр
| Индикаторный нутрометр 2 класса
| Инд. нутро. 1 класса
| Нутромет. с головкой 1 ИГ
| Нутромет. с головкой 2 ИГ
|
| 5. Погрешность средства измерения, мкм
|
|
|
|
|
|
|
|
|
| 6. Погрешность отсчета, мкм
| 0,5
| 0,1
|
|
| 5,0
| 5,0
| 0,5
| 1,0
|
| 7. Материал концевых мер
| Сталь
| Сталь
| Сталь
| Сталь
| Т. сплав
| Т.сплав
| Т.сплав
| Сталь Х
|
| 8. Погрешность размера блока концевых мер при 200С, мкм
| 2,5
| 2,2
| 2,0
| 2,8
| 1,0
| 2,2
| 2,4
| 1,5
|
| 9. Наиболее вероятная погрешность, мкм
|
|
|
|
|
|
|
|
|
| Условия измерения
|
|
|
|
|
|
|
| 1. Измеряемый размер, мм
|
|
|
|
|
|
|
| 2. Материал детали
| Медь
| Сталь
| Стекло
| Титан
| Чугун
| Т.сплав
|
| 3. Колебания, температура в помещении, 0С
| 18 – 22
| 15 – 25
| 17 – 24
| 16 – 24
| 14 – 26
| 19 – 21
|
| 4. Наименование средства измерения
| Нутромет. с микрометрической головкой
| Нутрометр с микроголовкой
| Скоба индикаторная
| Оптиметр
| Оптикатор
| Микрокатор
|
| 5. Погрешность средства измерения, мкм
|
|
|
|
|
|
|
| 6. Погрешность отсчета, мкм
| 5,0
| 5,0
| 5,0
| 0,5
| 0,6
| 0,2
|
| 7. Материал концевых мер
| Сталь Х
| Сталь Х
| Сталь Х
| Сталь
| Сталь
| Т.сплав
|
| 8. Погрешность размера блока концевых мер при 200С, мкм
| 1,2
| 0,6
| 0,5
| 3,0
| 3,2
| 1,6
|
| 9. Наиболее вероятная погрешность, мкм
|
|
|
|
|
|
|
ЗАДАНИЕ 14
Выбор измерительных средств
Цель задания:
1. По заданным размерам чертежа научиться выбирать необходимое средство измерения.
В задании требуется:
1. В зависимости от квалитета заданного размера определить допускаемую погрешность измерения по табл. 26 стр. 165 (I).
2. В зависимости от допускаемой погрешности выбрать средство измерения (табл. 27 стр. 166 (I)) с указанием метрологических характеристик.
Таблица к заданию 14
| Вариант
|
|
|
|
|
|
| Размер
|  Ø120d11 Ø120d11
| Ø70E9
| Ø18d11
| Ø40e8
| Ø110h11
|
| Вариант
|
|
|
|
|
|
| Размер
|  Ø80c8 Ø80c8
| Ø100s7
| Ø40h5
| Ø50h7
| Ø25H11
|
| Вариант
|
|
|
|
|
|
| Размер
| Ø30d9
| Ø20e8
| Ø45js6
| Ø100N6
| Ø120N7
|
| Вариант
|
|
|
|
|
|
| Размер
| Ø90k7
| Ø80Is7
| Ø20f8
| Ø30d9
| Ø50E9
|
| Вариант
|
|
|
|
|
|
| Размер
| Ø65F8
| Ø30r6
| Ø20M7
| Ø30d9
| Ø40H10
|
ЗАДАНИЕ 15
Допуски и посадки подшипников качения
Цель задания:
1. Изучить систему допусков и посадок подшипников качения.
2. Изучить теорию расчета исполнительных размеров гладких цилиндрических калибров.
В задании требуется:
1. По номеру подшипника определить его основные размеры и допуски диаметров колец (стр. 434, 288 (6)).
2. В зависимости от класса точности и вида нагружения колец по табл. 6 стр. 287 (1) выбрать посадки наружного и внутреннего колец.
3. Сделать произвольные эскизы сборочного чертежа и деталей (вала и отверстия корпуса) с указанием отклонений формы и расположения посадочных поверхностей (табл. 2 стр. 296 и табл. 12 стр. 298 (1)); указать шероховатость посадочных поверхностей.
4. Дать графическое изображение полей допусков колец, вала и отверстия корпуса.
5. Рассчитать исполнительные размеры калибра – скобы для контроля вала (стр. 187 и табл. 28 стр. 188 (1)) и калибра-пробки для контроля отверстия в корпусе.
6. Сделать эскизы калибра – пробки и калибра – скобы с указанием исполнительных размеров проходной и непроходной части калибра.
Таблица к заданию 15
| Вариант
|
|
|
|
|
|
|
|
| Номер подшипника
|
|
|
|
|
|
|
|
| Класс точности
|
|
|
|
|
|
|
|
| Вид нагружения колец
| наружного
| местн.
| местн.
| циркул.
| колеб.
| местн.
| циркул.
| колеб.
|
| внутреннего
| циркул.
| колеб.
| колеб.
| циркул.
| колеб.
| циркул.
| местн.
|
| Вариант
|
|
|
|
|
|
|
|