

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Интересное:
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Задания выбираются из табл. 15 по номеру студента в журнале группы. Пример оформления текстовой и расчётной части работы приводится ниже.
Необходимо рассчитать режим резания для обработки плоскости 80 × 200 мм на проход (рис. 1, а и 2, а), заготовки – высотой H¢ = 22 мм до размера H = 20 мм из стали 45 с твёрдостью НВ 269.
Режущий инструмент – фреза цилиндрическая из быстрорежущей стали Р6М5, D фр = 80 мм; z фр = 10; α = 20°; γ = 12°; w = 120°, стойкость фрезы Т = 170 мин (табл. 4).
Металлорежущий станок горизонтально-фрезерный мод. 6М82 приложение (П1).
Расчёты режимов резания производятся в следующей последовательности:
1. Глубина резания рассчитывается по формуле:
t = H¢ ‒ H = 22 ‒ 20 = 2 мм.
2. Скорость подачи при фрезеровании s z принимается по таблицам с учётом примечаний s z = s z(табл), мм/зуб, где s z(табл) – табличное значение скорости подачи, мм/зуб (табл. 1, 2, 3).
При ширине фрезерования b = 80 мм, цилиндрической фрезой из быстрорежущей стали Р6М5 и глубине резания t = 2 мм, соответствующей получистовой обработке, подача принимается s z(табл) = 0,2 мм/зуб.
Особенностью привода подач фрезерных станков является то, что он осуществляется от отдельного электродвигателя и поэтому на станке настраивается минутная скорость подачи s м, мм/мин, которая связана с подачей s z, мм/зуб зависимостью:
s м = s z· z·n, мм/мин,
где z – число зубьев фрезы; n – частота вращения шпинделя главного движения станка, мин-1, которая будет определена ниже.
3. Скорость резания определяется по таблице с учётом поправочных коэффициентов:
V = V та6л· k 1· k 2· k 3, м/мин,
где V та6л ‒ табличная скорость резания (табл. 5, 8, 11);
k 1 ‒ коэффициент, зависящий от размеров обработки (табл. 5, 8);
k 2 ‒ коэффициент, зависящий от состояния обрабатываемой поверхности и её твёрдости (табл. 6);
k 3 ‒ коэффициент, зависящий от стойкости и материала инструмента (табл. 7).

| а) |
| в) |
| г) |
| а) |
| б) |
| д) |
| е) |
| з) |
| л) |
| о) |
| и) |
| к) |
| д) |
| м) |
| н) |
| ж) |
| а) |
| Рис. 1. Основные виды фрез и работы, выполняемые на фрезерных станках: а – цилиндрическая; б, в, д – торцевые; г, з – концевые; е – угловая; ж – набор фрез; и – дисковая трёхсторонняя; к, л – фасонные; м, н – пазовые; о – шпоночная |
| б) |

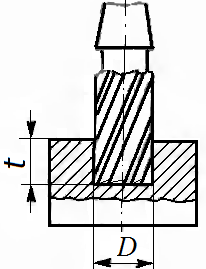
Рис. 2. Схемы фрезерования:
а – цилиндрической фрезой; б – торцевой фрезой
V = 30·1,4·0,55·0,75 = 17,3 м/мин;
4. Частота вращения шпинделя n, определяется по формуле:
 , мин-1,
, мин-1,
где D ‒ диаметр фрезы, мм.
 мин-1.
мин-1.
По паспортным данным станка мод. 6М82 (П1) выбирается ближайшее число оборотов шпинделя к расчётному по станку n = 63 мин-1.
5. Минутная подача таким образом будет равна:
s м = s z· z·n = 0,2 ·12 · 63 = 151,2 мм/мин.
По паспортным данным станка мод. 6М82 (П1) принимается ближайшая меньшая подача к расчётной s м= 125 мм/мин.
6. Фактическая скорость резания определяется по формуле:

7. Выбранные режимы проверяются по мощности, потребляемой на резание в зависимости от типа фрезы:
‒ для торцовых и дисковых двусторонних фрез мощность резания определяется по формуле:

‒ для дисковых трёхсторонних, цилиндрических, концевых (для обработки плоскостей), радиусных, прорезных и угловых фрез по формуле:

где Е – величина, определяемая по табл. 12; V ф – фактическая скорость резания, м/мин; z фр – число зубьев фрезы; t – глубина резания, мм; b max – максимальная ширина фрезерования, мм; k 1 – коэффициент, зависящий от обрабатываемого материала (табл. 13). Для стали 45 с твёрдостью НВ 269 – k 1 = 1,2; k 2 – зависит от типа фрезы и скорости резания (табл. 14). Для цилиндрической фрезы из быстрорежущей стали k 2 = 1,0.

Мощность резания N рез должна быть меньше мощности двигателя главного привода станка с учётом его к.п.д.:

где N дв – мощность двигателя главного привода станка. По паспорту горизонтально-фрезерного станка мод. 6М82 (П1) – N дв = 7,5 кВт;
η – к.п.д. главного привода станка с механическим коробкой, η ≈ 0,8.
2,8 < 7,5 · 0,8 = 6 кВт.
Условие требования обработки по мощности выполняется.
Таблица 1
Подачи s z при фрезеровании чугуна
| Глубина резания t, мм | Фреза торцевая с пластинками из твёрдого сплава | Фреза дисковая из быстрорежущей стали и твёрдого сплава для обработки | ||||
| плоскостей | пазов | |||||
| НВ чугуна | ||||||
| до 229 | > 229 | до 229 | > 229 | до 229 | > 229 | |
| Подача на зуб фрезы s z, мм/зуб | ||||||
| До 2 | 0,2…0,35 | 0,15…0,3 | 0,15…0,25 | 0,12…0,2 | ||
| 2…5 | 0,15…0,3 | 0,12…0,2 | 0, 12…0,2 | 0,1…0,15 | 0,07*…0,15 | 0,08*…0,12 |
| > 5 | 0,12…0,2 | 0,1…0,15 | 0,1…0,15 | 0,08…0,12 | ||
| * Применять при обработке узких глубоких пазов и при работе фрезами небольших размеров. |
| Фреза прорезная (отрезная) из быстрорежущей стали | Ширина фрезерования b, мм | |||
| До 2 | 2…3 | 3…6 | ||
| s z, мм/зуб | 0,03…0,05 | 0,05…0,06 | 0,06…0,08 | |
| Глубина резания t, мм | Фреза концевая из быстрорежущей стали | |||
| Диаметр фрезы D, мм | ||||
| До 6 | ≥ 30 | |||
| Подача на зуб фрезы s z, мм/зуб | ||||
| До 5 | 0,01…0,02 | 0,02…0,04 | 0,07…0,1 | |
| 0,006…0,01 | 0,015…0,03 | 0,05…0,1 | ||
| > 20 | 0,03…0,04 | |||
| Глубина резания t, мм | Фреза цилиндрическая крупнозубая из быстрорежущей стали | |||
| Ширина фрезерования b, мм | ||||
| До 50 | >50 | |||
| Подача на зуб фрезы s z, мм/зуб | ||||
| До 2 | 0,3…0,45 | 0,25…0,35 | ||
| 3…5 | 0,25…0,35 | 0,2…0,3 | ||
| 6…10 | 0,1…0,2 | 0,1…0,15 | ||
| Примечания: 1. Большие значения подачи применять прижёсткой системе станок – деталь, приспособление, меньшие при невысокой жёсткости. 2. В случае весьма жёсткой системы подачи могут быть увеличены, при весьма нежёсткой уменьшены. 3. Для чистовой обработки фрезами, не имеющими зачистных ножей, подачи принимать до 0,12 мм/зуб. 4. При обработке прорезными фрезами пазов повышенной точности (до 0,1 мм) подачу на зуб уменьшать в пределах 30%. 5. Для концевых фрез, обеспечивающих лучший отвод стружки вследствие большого объема впадины и более крутой спирали, подача может быть увеличена до 0,15…0,25 мм/зуб. 6. Для цилиндрических мелкозубых фрез подачи уменьшать в 2 раза. | ||||
Таблица 2
Подачи s z при фрезеровании стали
| Глубина резания t, мм | Фреза торцевая | Фреза дисковая пазовая трёхсторонняя* | ||||||||||||||||||||||||||||||||||
| из быстрорежущей стали | с пластинками из твёрдого сплава | из быстрорежущей стали | с пластинками из твёрдого сплава | |||||||||||||||||||||||||||||||||
| НВ | ||||||||||||||||||||||||||||||||||||
| > 229 | 229…287 | > 287 | > 229 | 229…287 | > 287 | 229…287 | > 287 | > 229 | 229…287 | > 287 | ||||||||||||||||||||||||||
| Подача на зуб фрезы s z, мм/зуб | ||||||||||||||||||||||||||||||||||||
| До 2 | 0,2 - 0,3 | 0,15 - 0,25 | 0,12 - 0,2 | 0,15 - 0,2 | 0,1 - 0,15 | 0,08 - 0,1 | 0,05 - 0,1 | 0,03- 0,08 | 0,07- 0,1 | 0,06 - 0,08 | 0,05- 0,07 | |||||||||||||||||||||||||
| 2…5 | 0,13 - 0,25 | 0,12 - 0,2 | 0,1 - 0,15 | 0,12 - 0,18 | 0,08 - 0,12 | 0,06 - 0,1 | ||||||||||||||||||||||||||||||
| > 5 | 0,12 - 0,2 | 0,1 - 0,15 | 0,07- 0,12 | 0,1- 0,15 | 0,08 - 0,1 | 0,06- 0,08 | ||||||||||||||||||||||||||||||
| Твёрдость стали | Фреза отрезная из быстрорежущей стали | |||||||||||||||||||||||||||||||||||
| Ширина фрезерования b, мм | ||||||||||||||||||||||||||||||||||||
| До 2 | 2…3 | 3…6 | ||||||||||||||||||||||||||||||||||
| Подача на зуб фрезы s z, мм/зуб | ||||||||||||||||||||||||||||||||||||
| НВ < 226 | 0,02…0,035 | 0,035…0,045 | 0,04…0,055 | |||||||||||||||||||||||||||||||||
| НВ > 229 | 0,01…0,025 | 0,025…0,03 | 0,03…0,04 | |||||||||||||||||||||||||||||||||
| * Меньшие значения принимать при обработке узких глубоких пазов и при работе фрезами небольших размеров | ||||||||||||||||||||||||||||||||||||
| Глубина резания t, мм | Фреза концевая из быстрорежущей стали | |||||||||||||||||||||||||||||||||||
| Диаметр концевой фрезы D, мм | ||||||||||||||||||||||||||||||||||||
| До 6 | > 30 | |||||||||||||||||||||||||||||||||||
| Подача на зуб фрезы s z, мм/зуб | ||||||||||||||||||||||||||||||||||||
| До 5 | 0,005…0,01 | 0,01…0,025 | 0,05…0,07 | |||||||||||||||||||||||||||||||||
| 0,003…0,006 | 0,008…0,015 | 0,03...0,05 | ||||||||||||||||||||||||||||||||||
| > 20 | 0,02…0,04 | |||||||||||||||||||||||||||||||||||
| Фреза из быстрорежущей стали | ||||||||||||||||||||||||||||||||||||
| Ширина фрезерования b, мм | цилиндрическая крупнозубая | радиусная вогнутая | радиусная выпуклая и угловая | |||||||||||||||||||||||||||||||||
| Глубина резания t, мм | ||||||||||||||||||||||||||||||||||||
| До 2 | 3…5 | 6…10 | До 3 | До 6 | > 12 | До 3 | До 6 | > 12 | ||||||||||||||||||||||||||||
| Подача на зуб фрезы s z, мм/зуб | ||||||||||||||||||||||||||||||||||||
| До 50 | 0,25…0,4 | 0,2…0,3 | 0,1…0,2 | 0,04…0,08 | 0,03…0,06 | 0,02…0,04 | 0,06…0,12 | 0,04…0,08 | 0,03…0,06 | |||||||||||||||||||||||||||
| > 50 | 0,15…0,25 | 0,1…0,2 | 0,1…0,15 | |||||||||||||||||||||||||||||||||
| Примечания: I. Большие подачи принимать при жестких станках, деталях и оснастке, меньшие – при невысокой жесткости. 2. При весьма жёсткой системе станок – деталь – приспособление подачи могут быть увеличены, при весьма нежёсткой системе – уменьшены. 3. При чистовой обработке подачи принимать до 0,1 мм/зуб. 4. При обработке прорезными фрезами пазов повышенной точности (до 0,1 мм) подачу на зуб уменьшать в пределах 30%. 5. При работе концевыми фрезами, обеспечивающими лучший отвод стружки вследствие большого объема впадины и более крутой спирали, подача может быть увеличена до 0,08…0,12 мм/зуб. 6. При обработке цилиндрическими мелкозубыми фрезами подачи уменьшать в 2 раза. | ||||||||||||||||||||||||||||||||||||
Таблица 3
Подачи s z при фрезеровании алюминиевых сплавов
| Материал фрезы | Фреза торцевая | Фреза дисковая для обработки | |||
| плоскостей | пазов | плоскостей | пазов | ||
| со вставными ножами | цельная | ||||
| Подача на зуб фрезы s z, мм/зуб | |||||
| Быстрорежущая сталь | 0,10…0,15 | 0,08…0,12 | |||
| Твёрдый сплав | 0,2…0,3 | 0,15…0,2 | 0,10…0,15 |
Таблица 4
Стойкость фрезы Т, мин
| Материал фрезы | Тип фрезы | Стойкость Т при диаметре фрезы D, мм | ||||||||||
| Быстрорежущая сталь | Торцевая и дисковая | |||||||||||
| Отрезная | ||||||||||||
| Концевая | ||||||||||||
| Цилиндрическая | ||||||||||||
| Радиусная | ||||||||||||
| Двухугловая | ||||||||||||
| Твёрдый сплав | Торцевая н дисковые двусторонние | |||||||||||
| Дисковая трёхсторонняя | ||||||||||||
Скорость резания
V = V табл · k 1· k 2· k 3, м/мин,
где k 1 – коэффициент, зависящий от размеров обработки; k 2 – от состояния обрабатываемой поверхности и её твердости; k 3 – от стойкости и материала инструмента.
Таблица 5
Обработка серого чугуна
Скорость резания V табл, м/мин и коэффициент k 1
| Тип фрезы | Материал инструмента | t, мм | V табл, м/мин при подаче s z, мм/зуб | Коэффициент k 1 | ||||||||||||||||||||
| До 0,02 | 0,04 | 0,06 | 0,1 | 0,15 | 0,2 | 0,3 | 0,4 | 0,5 | ||||||||||||||||
 Торцевая Торцевая
| Твёрдый сплав | До 1 | ||||||||||||||||||||||
| D/b ср | 1,25 | |||||||||||||||||||||||
| k 1 | 1,1 | 1,3 | ||||||||||||||||||||||
Дисковая трёхсторонняя

| Быстро- режущая сталь | До 1 | ||||||||||||||||||||||
| D/b ср | ||||||||||||||||||||||||
| k 1 | 0,95 | 1,0 | 1,1 | |||||||||||||||||||||
| Твёрдый сплав | До 1 | |||||||||||||||||||||||
| по | D/b ср | |||||||||||||||||||||||
| k 1 | 0,9 | 1,0 | 1,15 | |||||||||||||||||||||
| Окончание табл. 5 | ||||||||||||||||||||||||
 Концевая Концевая
| Быстро- режущая сталь | До 5 | ||||||||||||||||||||||
| D | ||||||||||||||||||||||||
| k 1 | 1.0 | 1.1 | ||||||||||||||||||||||
Цилиндрическая и концевая

| Быстро- режущая сталь | b = 40 | ||||||||||||||||||||||
| b = 60 | D/t | |||||||||||||||||||||||
| k 1 | 0,7 | 1,0 | 1,2 | |||||||||||||||||||||
| b =100 | ||||||||||||||||||||||||
 Дисковая односторонняя Дисковая односторонняя
| Быстро- режущая сталь | До 3 | ||||||||||||||||||||||
| D/b | ||||||||||||||||||||||||
| k 1 | 1,0 | 1,1 | 1,2 | 1,25 | ||||||||||||||||||||
| Твёрдый сплав | До 3 | |||||||||||||||||||||||
| D/b | ||||||||||||||||||||||||
| k 1 | 1,0 | 1,15 | 1,25 | |||||||||||||||||||||
 Отрезная Отрезная
| Быстро- режущая сталь | До 1,5 | ||||||||||||||||||||||
| D/b | ||||||||||||||||||||||||
| k 1 | 1,0 | 1,1 | 1,2 | 1,4 | ||||||||||||||||||||
Таблица 6
Коэффициент k 2, зависящий от состояния обрабатываемой поверхности
и её твердости для чугуна ковкого и высокопрочного
| Условия обработки | k 2 при НВ | |||
| 120…140 | 130…170 | 207…229 | 265…285 | |
| Без корки | 1,2 | 1,0 | 0,65 | 0,50 |
| С коркой | 0,85 | 0,7 | 0,55 | 0,45 |
Таблица 7
Коэффициент k 3, зависящий от стойкости и материала инструмента
| Тип фрезы | Материал инструмента | k 3 при стойкости фрезы Т, мин | ||||||||
| до 30 | ||||||||||
| Торцевая и дисковая | Твёрдый сплав | ВК8 | 1,2 | 1,0 | 0,85 | 0,75 | 0,6 | 0,5 | 0,4 | |
| ВК4; ВК6 | 1,4 | 1,2 | 1,0 | 0,9 | 0,7 | 0,6 | 0,5 | |||
| Торцевая, дисковая, прорезная | Быстрорежущая сталь | 1,5 | 1,15 | 1,0 | 0,9 | 0,8 | 0,7 | 0,55 | 0,5 | |
| Цилиндрическая, концевая | 1,5 | 1,2 | 1,0 | 0,85 | 0,8 |
Таблица 8
Обработка стали
Скорость резания V табл, м/мин и коэффициент k 1
| Тип фрезы | Материал инструмента | t, мм | V табл, м/мин при подаче s z, мм/зуб | Коэффициент k 1 | |||||||||||||||||||||
| До 0,02 | 0,04 | 0,06 | 0,1 | 0,15 | 0,2 | 0,3 | 0,4 | 0,5 | |||||||||||||||||
| Торцевая
| Быстро- режущая сталь | До 1 | D/b ср | 1,25 | |||||||||||||||||||||
| k 1 | 1,0 | 1,1 | 1,23 | ||||||||||||||||||||||
| Твёрдый сплав | До 1 | D/b ср | 1,25 | ||||||||||||||||||||||
| k 1 | 1,0 | 1,1 | 1,3 | ||||||||||||||||||||||
| Дисковая трёхсторонняя
| Быстро- режущая сталь | До I | D/b ср | ||||||||||||||||||||||
| k 1 | 0,95 | 1,0 | 1,1 | ||||||||||||||||||||||
| Твёрдый сплав | До 1 | D/b ср | |||||||||||||||||||||||
| k 1 | 0,9 | 1,0 | 1,15 | ||||||||||||||||||||||
| Дисковая односторонняя
| Быстро- режущая сталь | До 3 | |||||||||||||||||||||||
| D/b ср | |||||||||||||||||||||||||
| k 1 | 1,0 | 1,2 | 1,3 | 1,4 | |||||||||||||||||||||
| Твёрдый сплав | До 3 | ||||||||||||||||||||||||
| 4 60 | D/b ср | ||||||||||||||||||||||||
| k 1 | 1,0 | 1,15 | 1,25 | ||||||||||||||||||||||
| Отрезная
| Быстро- режущая сталь | До 1,5 | |||||||||||||||||||||||
| D/b ср | |||||||||||||||||||||||||
| k 1 | 1,0 | 1,1 | 1,2 | 1,5 | |||||||||||||||||||||
| Концевая
| Быстро- режущая сталь | До 5 | |||||||||||||||||||||||
| D | |||||||||||||||||||||||||
| k 1 | 1,0 | 1,1 | |||||||||||||||||||||||
| Цилиндрическая и концевая
| Быстро- режущая сталь | b = 40 | |||||||||||||||||||||||
| b = 60 | D/t | ||||||||||||||||||||||||
| k 1 | 1,0 | 1,2 | 1,4 | ||||||||||||||||||||||
| b = 100 | |||||||||||||||||||||||||
Таблица 9
Коэффициент k 2, зависящий от состояния обрабатываемой поверхности и её твёрдости
| Материал инструмента | Марка стали | |||||||||||||||||||||||
| 10; Ст3, 15; 20; 25; 30; 35; 40; 45; 50 | 15Х; 20X; 30X; 35Х; 38ХА; 40Х | 45Г2; 50Г | 12Х2НЗА | 12Х2Н4А | 20ХНМ | 40ХНМА | 35 X ГС | 18ХГТ | ЗОХГТ 25ХГТ | |||||||||||||||
| НВ | ||||||||||||||||||||||||
| < 156 | 156…207 | 170…229 | 207…269 | 269…302 | 285…321 | 170…229 | 229…269 | 269…285 | 207…255 | 255…285 | 286…332 | 170…229 | 229…269 | 269…285 | 156…217 | 179…255 | 156…207 | 197…269 | 170…241 | 269…321 | 321…375 | 149…187 | 170…197 | |
| Быстрорежущая сталь | 1,35 | 1,0 | 0,9 | 0,7 | 0,55 | 0,5 | 1,0 | 0,85 | 0,8 | 0,65 | 0,55 | 0,4 | 0,7 | 0,55 | 0,5 | 0,75 | 0,6 | 0,8 | 0,55 | 0,6 | 0,35 | 0,25 | 0,9 | 0,6 |
| Твёрдый сплав | 1,35 | 1,0 | 0,9 | 0,75 | 0,7 | 0,65 | 1,1 | 0,95 | 0,9 | 0,75 | 0,7 | 0,6 | 0,8 | 0,7 | 0,65 | 0,85 | 0,75 | 0,9 | 0,7 | 0,7 | 0,5 | 0,45 | 0,95 | 0,8 |
Таблица 10
Коэффициент k 3, зависящий от стойкости и материала инструмента
| Тип фрезы | Материал инструмента | k 3 при стойкости фрезы Т, мин | ||||||||
| До 30 | ||||||||||
| Торцевая, дисковая, прорезная Цилиндрическая, радиусная, концевая | Быстрорежущая сталь | 1,5 | 1,15 | 1,0 | 0,9 | 0,8 | 0,7 | 0,55 | 0,5 | 0,45 |
| 1,6 | 1,2 | 1,0 | 0,85 | 0,75 | ||||||
| Торцевая и дисковая | Твёрдый сплав Т15К6 | 1,2 | 1,0 | 0,85 | 0,75 | 0,6 | ||||
| Т14К8 | 0,95 | 0,8 | 0,7 | 0,6 | 0,5 | |||||
| Т5К10 | 0,8 | 0,65 | 0,6 | 0,5 | 0,4 |
Таблица 11
Обработка алюминиевых сплавов.
Скорость резания V, м/мин
| Тип фрезы | Материал инструмента | V, м/мин |
| Дисковая цельная | Быстрорежущая сталь | 300…400 |
| Твёрдый сплав | 500…700 | |
| Торцевая и дисковая со вставными ножами | Твёрдый сплав | 600…900 |
| Примечание. Меньшие значения рекомендуются при больших подачах. |
Мощность резания
Для торцовых и дисковых двусторонних фрез мощность резания определяется по формуле:
для дисковых трёхсторонних, цилиндрических, концевых (для обработки плоскостей), радиусных, прорезных и угловых фрез по формуле:
где Е – величина, определяемая по таблице; V – скорость резания, м/мин; t – глубина резания, мм; z фр – число зубьев фрезы; b max – максимальная ширина фрезерования; k 1 – коэффициент, зависящий от обрабатываемого материала; k 2 – от типа фрезы и скорости резания (для твёрдосплавных фрез).
Таблица 12
| Подача s z, мм/зуб | Значение Е для фрез | ||||||||||||||||||
| Торцовые и дисковые двусторонние | Дисковая трёхсторонняя, цилиндрическая, концевая, прорезная, радиусная и угловая | ||||||||||||||||||
| D/b max | D / t | ||||||||||||||||||
| 1,5 | 1,5 | ||||||||||||||||||
| Сталь, чугун ковкий и высокопрочный | |||||||||||||||||||
| 0,02 | 0,01 | 0,02 | 0,04 | 0,06 | 0,1 | 0,2 | 0,3 | 0,4 | 0,007 | 0,01 | 0,02 | 0,03 | 0,05 | 0,08 | 0,11 | 0,17 | 0,3 | 0,4 | 0,5 |
| 0,04 | 0,02 | 0,04 | 0,07 | 0,1 | 0,17 | 0,3 | 0,5 | 0,7 | 0,01 | 0,02 | 0,03 | 0,05 | 0,08 | 0,12 | 0,2 | 0,25 | 0,4 | 0,6 | 0,7 |
| 0,06 | 0,03 | 0,05 | 0,09 | 0,15 | 0,24 | 0,4 | 0,7 | 0,9 | 0,02 | 0,03 | 0,04 | 0,06 | 0,11 | 0,17 | 0,25 | 0,35 | 0,6 | 0,8 | 1,0 |
| 0,10 | 0,04 | 0,08 | 0,14 | 0,2 | 0,35 | 0,6 | 1,0 | 1,4 | 0,025 | 0,04 | 0,06 | 0,09 | 0,16 | 0,25 | 0,35 | 0,5 | 0,8 | I,1 | 1,5 |
| 0,12 | 0,05 | 0,09 | 0,16 | 0,25 | 0,4 | 0,7 | 1,1 | 1,5 | 0,03 | 0,05 | 0,07 | 0,I | 0,18 | 0,3 | 0,4 | 0,6 | 0,9 | 1,3 | 1,6 |
| 0,16 | 0,06 | 0,12 | 0,2 | 0,3 | 0,5 | 0,9 | 1,4 | 1,9 | 0,033 | 0,06 | 0,09 | 0,13 | 0,23 | 0,35 | 0,5 | 0,8 | 1,1 | 1,6 | 2,0 |
| 0,20 | 0,07 | 0,14 | 0,24 | 0,4 | 0,6 | 1,1 | 1,7 | 2,3 | 0,04 | 0,07 | 0,1 | 0,15 | 0,26 | 0,4 | 0,6 | 0,9 | 1,3 | 1,9 | 2,4 |
| 0,30 | 0,09 | 0,2 | 0,3 | 0,5 | 0,85 | 1,5 | 2,4 | 3,2 | 0,05 | 0,09 | 0,13 | 0,2 | 0,35 | 0,5 | 0,8 | 1,2 | 1,7 | 2,4 | 3,2 |
| 0,40 | 0,11 | 0,24 | 0,4 | 0,6 | 1,0 | 1,9 | 2,9 | 4,0 | 0,06 | 0,1 | 0,16 | 0,24 | 0,42 | 0,7 | 0,9 | 1,5 | 2,1 | 3,0 | 3,8 |
| 0,50 | 0,13 | 0,3 | 0,5 | 0,8 | 1,2 | 2,2 | 3,4 | 4,7 | 0,07 | 0,12 | 0,19 | 0,27 | 0,5 | 0,8 | 1,0 | 1,7 | 2,4 | 3,4 | 4,4 |
| 0,60 | 0,15 | 0,32 | 0,6 | 0,9 | 1,4 | 2,6 | 4,0 | 5,4 | 0,08 | 0,14 | 0,22 | 0,3 | 0,6 | 0,9 | 1,2 | 1,9 | 2,8 | 3,9 | 5,0 |
| Чугун серый | |||||||||||||||||||
| 0,02 | 0,009 | 0,02 | 0,03 | 0,046 | 0,07 | 0,12 | 0,18 | 0,24 | 0,005 | 0,01 | 0,015 | 0,02 | 0,04 | 0,05 | 0,07 | 0,1 | 0,16 | 0,2 | 0,3 |
| 0,04 | 0,015 | 0,03 | 0,05 | 0,076 | 0,12 | 0,20 | 0,30 | 0,40 | 0,008 | 0,014 | 0,02 | 0,03 | 0,05 | 0,08 | 0,11 | 0,18 | 0,25 | 0,3 | 0,4 |
| 0,06 | 0,02 | 0,04 | 0,06 | 0,10 | 0,16 | 0,26 | 0,40 | 0,53 | 0,01 | 0,02 | 0,03 | 0,04 | 0,07 | 0,1 | 0,15 | 0,22 | 0,33 | 0,5 | 0,6 |
| 0,10 | 0,03 | 0,06 | 0,10 | 0,17 | 0,24 | 0.39 | 0,60 | 0,78 | 0,013 | 0,024 | 0,04 | 0,05 | 0,09 | 0,14 | 0,2 | 0,3 | 0,43 | 0,6 | 0,8 |
| 0,12 | 0,035 | 0,07 | 0,11 | 0,18 | 0,28 | 0,40 | 0,70 | 0,92 | 0,016 | 0,03 | 0,045 | 0,06 | 0,1 | 0,16 | 0,22 | 0,35 | 0,5 | 0,7 | 0,9 |
| 0,16 | 0,04 | 0,08 | 0,14 | 0,22 | 0,35 | 0,57 | 0,86 | 1,14 | 0,02 | 0,035 | 0,05 | 0,07 | 0,13 | 0,18 | 0,26 | 0,4 | 11,6 | 0,8 | 1,0 |
| 0,20 | 0,05 | 0,10 | 0,16 | 0,25 | 0,40 | 0,66 | 1,00 | 1,30 | 0,022 | 0,04 | 0,06 | 0,08 | 0,15 | 0,22 | 0,3 | 0,5 | 0,7 | 1,0 | 1,2 |
| 0,30 | 0,07 | 0,14 | 0,22 | 0,34 | 0,55 | 0,90 | 1,36 | 1,80 | 0,03 | 0,05 | 0,08 | 0,1 | 0,2 | 0,28 | 0,4 | 0,6 | 0,9 | 1,2 | 1,6 |
| 0,40 | 0,09 | 0,17 | 0,27 | 0,42 | 0,68 | 1,12 | 1,70 | 2,23 | 0,035 | 0,06 | 0,09 | 0,12 | 0,22 | 0,35 | 0,45 | 0,7 | 1,1 | 1,5 | 1,8 |
| 0,50 | 0,10 | 0,19 | 0,30 | 0,50 | 0,78 | 1,30 | 2,00 | 2,60 | 0,04 | 0,07 | 0,1 | 0,14 | 0,25 | 0,4 | 0,5 | 0,8 | 1,2 | 1,7 | 2,0 |
| 0,60 | 0,12 | 0,23 | 0,37 | 0,58 | 0,92 | 1,50 | 2,26 | 3,00 | 0,045 | 0,08 | 0,12 | 0,16 | 0,3 | 0,45 | 0,6 | 1,0 | 1,5 | 1,9 | 2,4 |
Таблица 13
Коэффициент k 1 на мощность, зависящий от обрабатываемого материала
| Материал инструмента | Обрабатываемый материал | |||||||||||||
| Сталь | Чугун | |||||||||||||
| серый | ковкий и высокопрочный | |||||||||||||
| НВ | ||||||||||||||
| До | 143…207 | 170…229 | 207…269 | 229…285 | 269…302 | 285…321 | 321…375 | 163…229 | 235…295 | 130…170 | 207…229 | 265…285 | ||
| Быстрорежущая сталь | 0,7 | 0,9 | 1,0 | 1,15 | 1,2 | 1,3 | 1,4 | 1,6 | 1,0 | 1,2 | 0,6 | 0,8 | 0,9 | |
| Твёрдый сплав | 1,15 | 1,25 | 1,3 | 1,35 | 1,4 | 1,45 | 1,5 | 1,55 | 1,25 | 1,4 | 0,75 | 1,0 | 1,1 | |
Примечание. Для алюминиевых сплавов принимать 0,3…0,4 значений для стали НВ 170…229.
Таблица 14
Коэффициент k 2 на мощность, зависящий от типа фрезы и скорости резания
(для твёрдосплавных фрез)
| Тип фрезы | Для фрез из быстрорежущей стали | Для твёрдосплавных фрез при скорости резания V, м/мин | ||||
| До 150 | > 500 | |||||
| Торцовая, дисковая | 1,0 | 1,0 | 0,95 | 0,9 | 0,85 | 0,75 |
| Прорезная, концевая | 1,0 | |||||
| Цилиндрическая | 1,0 | |||||
| Радиусная | 0,7 | |||||
| Угловая | 0,55 |
Таблица 15
Варианты заданий для практической работы №2
| № варианта | Схема и размеры обработки поверхности | Материал заготовки | Фреза | Станок |
|
|
|

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

