Каркас резинотканевых лент изготовляют дублированием заданного числа слоев ткани. При этом ткани из хлопчатобумажных и комбинированных нитей промазывают резиновой смесью с обеих сторон, а на пропитанные ткани из химических волокон наносят резиновую прослойку толщиной не менее 0,3 мм.
Обработку тканей (промазку, нанесение резиновой прослойки) проводят на трех- или четырех-валковых каландрах. Качественная промазка или наложение резиновой прослойки обеспечивается при поступлении на каландр предварительно просушенной (содержание влаги в тканях не должно превышать 2 %, а для хлопчатобумажных тканей — 1 %) и подогретой ткани. Поэтому хлопчатобумажные и ткани из комбинированных нитей поступают на каландр не более чем через 60 мин после сушки. Ткани из химических волокон при необходимости подогревают до 80—100°С на специальных барабанах, входящих в линию сборки. Повышение температуры подогрева тканей из химических волокон приводит к повышению жесткости тканей, образованию складок и порубов при обработке на каландре.
Современные каландровые линии имеют компенсаторы ткани для обеспечения непрерывности технологического процесса при замене рулонов ткани, а каландры снабжены автоматическими устройствами для обеспечения контроля толщины резиновой прослойки. Рабочие скорости промазки тканей обычно не превышают 35 м/мин и при наложении резиновых прослоек — 50 м/мин.
Агрегат МД-1600 позволяет изготовить каркас длиной 220 м (рис. 20).
Ткань с раскаточного станка при натяжении 800 Н на полотно поступает на петлевой компенсатор, обеспечивающий непрерывность работы линии при стыковке концов рулонов на вулканизационном прессе. Ширение и центрирование ткани в компенсаторе осуществляется дугообразными обрезиненными роликами. Перед обрезиниванием ткань просушивается на барабанной сушилке, а затем поступает на каландр. Дале ткань протаскивается между валкамии каландром. Синхронность работы каландраи дублировочной машиныдостигается благодаря установке в линию промежуточного компенсатора. Сердечник собирается на дублировочной машине МД-1600 (индекс 577-1) послойным наложением прокладок в кольцо, разрезается поперек ножом и заматывается с прокладочным холстом в рулон на закаточном станке. Ремневой сердечник перед закаткой в рулон обрабатывается тальковой суспензией.
На дублировочной машине можно собирать сердечники длиной от 180 до 220 м. Ткань с компенсатора, пройдя ширительный ролик, натяжные и обводные валики с датчиком натяжения, центрирующие ролики, поступает на дублирующий барабан.. После выхода из зазора дублирующих барабана и ролика растягивающие напряжения с ленты снимаются и постоянный запас свободной петли сердечника поддерживается плавающими тормознымроликами. Транспортирование сердечника через дублировочную машину вокруг поворотных барабанов обеспечивается протягивающими валкамипри минимальном натяжении, создаваемом натяжным барабаноми контролируемом датчиком. Число прокладок в сердечнике определяется по числу прохождения медной пластинки (фольги). После дублирования заданного числа прокладок в момент прохождения фольги над вторым прибором в концевой части машины выдается сигнал на останов сердечника и на опускание ножей для продольного реза сердечника. Место стыка прокладок доводится до ножа для поперечного реза. Далее сердечник подается на закатку.
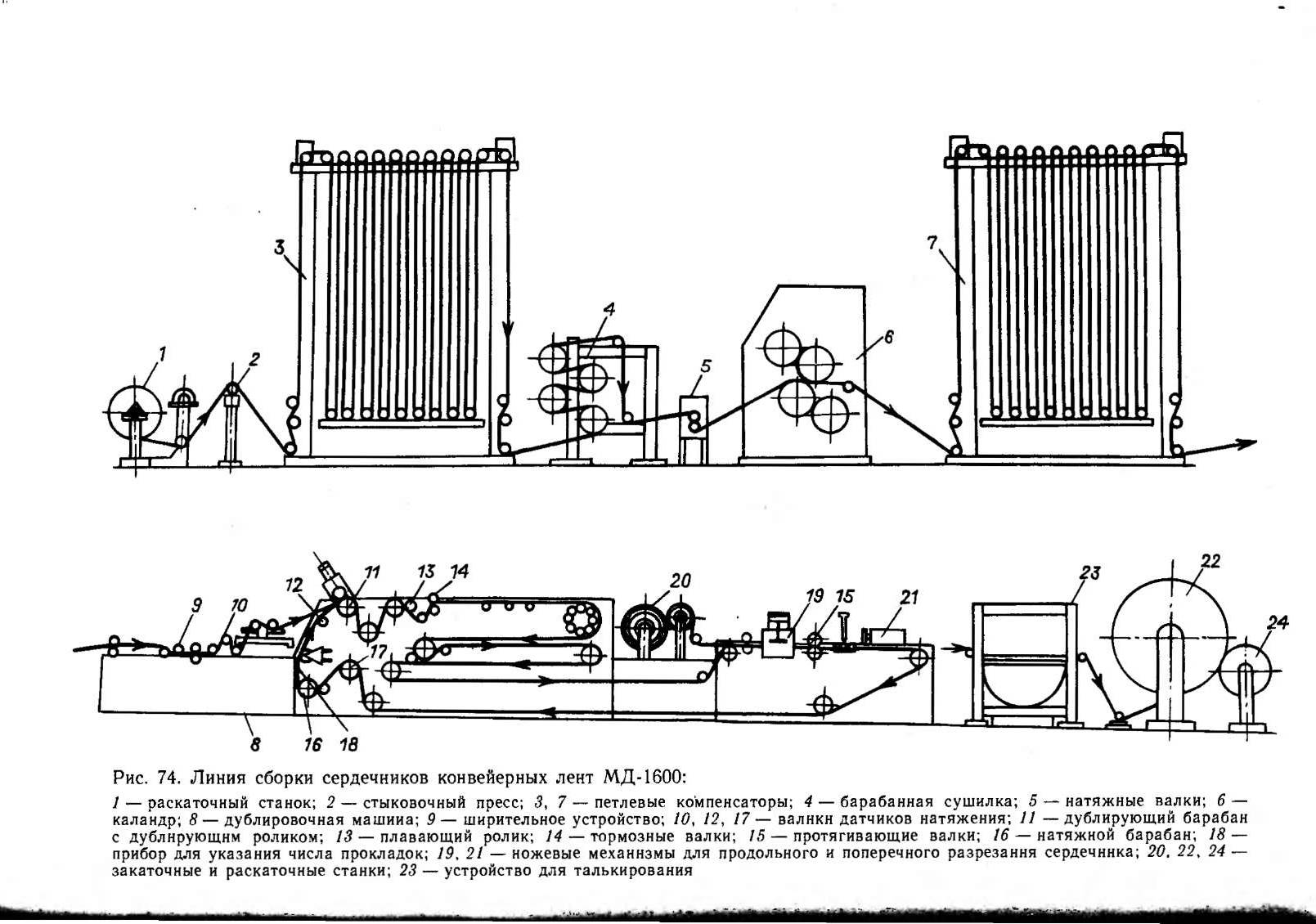
| Рис 20.Линия сборки сердечников конвейерных лент МД-1600
1-раскаточный станок, 2-стыковочный пресс, 3,7-петелвые компенсаторы, 4-барабанная сушилка, 5- натяжные валки, 6-каландр, 8-дублировочная машина, 9-ширительное устройство, 10,12,17- валки датчиков натяжения, 11- дублирующий барабан с дублирующим роликом, 13- плавающий ролик. 14- тормозные валки, 15-протягивающие валки, 16- натяжной барабан, 18-прибор для указания числа прокладок, 19,21-ножевые механизмы для продольного и поперечного разрезания сердечника, 20,22,24-закаточные и раскаточные станки, 23-устройство для талькирования
|








