Исходные данные для расчета:
а) Базовая стоимость одной тонны штамповки С4=315 руб [штамповки из конструкционной углеродистой стали весом (массой) 2,5-4 кг, 2-го класса точности по ГОСТ 7505-74, 3-й группы сложности и 2-й группы серийности]. Прейскурант №25-01, 1970 г.
б) Коэффициент КТ (в зависимости от класса точности штамповок по ГОСТ 7505-74):
1-й кл. точности - 1,05…1,15
(4-й кл. точности по ОСТ 1.41187-78)
2-й кл. точности - 1,0
(5-й кл. точности по ОСТ 1.41187-78)
3-й кл. точности - 0,85…0,90
(6-й кл. точности по ОСТ 1.41187-78)
в) Коэффициент КМ, (в зависимости от марки материала штамповки)
Углеродистая сталь 0,8 – 85 - 1,0
Сталь 15Х – 50Х -1,2…1,4
Сталь 18ХГТ – 30ХГТ - 1,3…1,6
Сталь ШХ15 - 1,62
Сталь 12ХНЗА – 30ХНЗА -2,0…2,4
Алюминиевые сплавы
ДIT, В95 -4,0…5,0
АК4, АК6 -5,0…6,0
Титановые сплавы
ОТ4, ВТ5, ВТ20 - 30…35
ВТЗ-1, ВТ8, ВТ9, ВТ18 - 35…40
Жаропрочные сплавы на никелевой основе типа ХН77ТЮР (ЭИ437Б),
ХН7ОМВТЮБ (ЭИ598)
г) Значение коэффициентов КС и КВ в зависимости от группы сложности и веса (массы) штамповок принимаются по табл. 22, 23.
Таблица 22
| Материал штамповки
| Значение коэффициента КС для группы сложности
|
|
|
|
|
|
| Сталь углеродистая 08-85
| 0,75
| 0,84
| 1,0
| 1,15
|
| Сталь 15Х-50Х
| 0,77
| 0,87
| 1,0
| 1,15
|
| Сталь 18ХГТ-30ХГТ
| 0,78
| 0,88
| 1,0
| 1,14
|
| Сталь ШХ15
| 0,77
| 0,89
| 1,0
| 1,13
|
| Сталь 12ХНЗА – 30ХНЗА
| 0,81
| 0,90
| 1,0
| 1,10
|
| Титановые сплавы
| 0,85
| 0,93
| 1,0
| 1,25
|
| Жаропрочные сплавы на никелевой основе
| 0,90
| 0,96
| 1,0
| 1,30
|
| Алюминиевые сплавы
| 0,7
| 0,80
| 1,0
| 1,15
|
Таблица 23
| Вес (масса) штамповки, кг
| Значение коэффициента КВ для материала штамповок
|
| Сталь 08-85
| Сталь 18ХГТ – 30ХГТ
| Сталь 12ХНЗА-30ХНЗА
| Титановые сплавы
| Жаропрочные сплавы
| Алюминиевые сплавы
|
| ≤0,25
0,25…0,63
0,63…1,6
1,60…2,5
2,50…4,0
4,0…10
10,0…25
25…63
63…160
|
1,85
1,33
1,14
1,0
0,89
0,80
0,73
0,70
| 1,94
1,61
1,29
1,15
1,0
0,89
0,79
0,74
0,72
| 1,62
1,42
1,25
1,11
1,00
0,90
0,80
0,75
0,70
| 2,1
1,9
1,5
1,2
1,0
0,90
0,80
0,72
0,70
| 2,2
1,95
1,6
1,25
1,0
0,95
0,85
0,75
0,72
| 1,5
1,25
1,2
1,10
1,0
0,85
0,75
0,7
0,6
|
д) Коэффициент КП в зависимости от объема производства штамповок.
Коэффициент КП определяется из следующего условия. Если объем производства заготовок (годовая программа) больше значений, указанных в табл. 24, то принимают КП=0,8. В остальных случаях можно принимать КП=1,0.
Объем производства штамповок, соответствующий 2-й группе сложности, показан в табл. 24.
Таблица 24.
| Вес (масса) штамповки, кг
| Объем производства, тыс. шт.
| Вес (масса) штамповки, кг
| Объем производства, тыс. шт.
|
| ≤0,25
0,25…0,63
0,63…1,60
1,60…2,50
2,50…4,0
| 15…500
8…300
5…150
4,5…120
4…100
| 4…10
10…25
25…63
63…160
| 3,5…75
3,0…50
2,0…30
0,6…1,0
|
Примечание. В связи с тем, что раскатные заготовки получаются в два этапа (получение кольцевой заготовки штамповкой или свободной ковкой с последующей раскаткой), расчет стоимости следует производить, как для штамповки или свободной ковки с введением дополнительного поправочного коэффициента Краск., учитывающего дополнительные затраты на выполнение раскатки. В зависимости от сложности профиля раскатной заготовки значение этого коэффициента можно принять равным 1,05-1,25.
2.3. ПРИМЕР ОФОРМЛЕНИЯ РЕЗУЛЬТАТОВ
ЭКОНОМИЧЕСКОГО РАСЧЕТА
Результаты экономического расчета, связанного с определением и назначением наиболее рационального способа получения заготовки, целесообразно свести в таблицу по прилагаемой форме (табл. 25).
При сопоставлении сравниваемых способов получения заготовки (когда технологический процесс механической обработки не претерпевает принципиальных изменений) экономия в рублях может быть рассчитана на одну заготовку и на годовую программу по двум вариантам.
Таблица 25
| Наименование показателей
| Единица
измерения
| 1 вариант
| 2 вариант
|
| Способ получения заготовки
| -
|
|
|
| Материал заготовки
| -
|
|
|
| Чистый вес (масса) детали
| кг
|
|
|
| Вес (масса) заготовки
| кг
|
|
|
| Экономия материала
на одну заготовку
на годовую программу
|
кг
кг
|
|
|
| КИМ (КИЗ)
| -
|
|
|
| Стоимость заготовки, SЗ
| руб
|
|
|
| Дополнительные затраты на:
механическую обработку
разметку
|
руб.
руб.
|
|
|
| Стоимость заготовки с учетом дополнительных затрат, SЗ′
|
руб.
|
|
|
| Экономия на одну заготовку
| руб.
|
|
|
| Экономия на годовую программу
| руб.
|
|
|
Экономия на одну заготовку и на годовую программу может быть рассчитана на основании следующих зависимостей:

 ; (6)
; (6)
 ,
,
где ЭЗ и ЭГ – экономия соответственно на одну заготовку и на годовую программу, руб;
 и
и  - стоимости сопоставляемых вариантов заготовок с учетом дополнительных затрат на механическую обработку, разметку и др., руб;
- стоимости сопоставляемых вариантов заготовок с учетом дополнительных затрат на механическую обработку, разметку и др., руб;
N – годовая программа, шт.
В тех случаях, когда выбранные для экономического сравнения способы получения заготовки диктуют необходимость разработки принципиально отличных технологических процессов, вопрос о целесообразности применения того или иного вида заготовки может быть решен только после расчета технологической себестоимости по сравниваемым вариантам (см. указания на с. 29). Результаты расчета целесообразно свести в таблицу по прилагаемой форме (табл. 26).
Таблица 26
| Наименование показателей
| Единица измерения
| 1 вариант
| 2 вариант
|
| Способ получения заготовки
| -
|
|
|
| Стоимость заготовки, SЗ
| руб.
|
|
|
| Отличающиеся операции при обработке заготовки
1-я операция,
стоимость обработки
2-я операция,
стоимость обработки
.
.
.
остальные операции по сравниваемым вариантам одинаковы
|
руб.
руб.
|
|
|
| Технологическая себестоимость сравниваемых вариантов
С0 = SЗ+Соб
|
руб.
|
|
|
| Экономия на одну деталь
| руб.
|
|
|
| Экономия на годовую программу
| руб.
|
|
|
Подсчет экономии по результатам, занесенным в табл. 26, может выполняться, как и в предыдущем случае, на одну заготовку и на годовую программу.
Экономия на одну заготовку и на годовую программу определяется на основании следующих зависимостей:

 (7)
(7)

где СО1 и Со2 – технологическая себестоимость сравниваемых вариантов, включающая соответственно по вариантам стоимости заготовок и обработки по сравниваемым операциям, руб;
N – годовая программа, шт.
2.4. ПРИМЕРЫ РАСЧЕТА СТОИМОСТИ ЗАГОТОВОК
Рассмотрим типичные примеры сравнительных расчетов стоимости заготовок, полученных различными способами литья и горячего деформирования.
Пример 1.
На рис. 3 и 4 показаны два варианта получения заготовки корпуса из магниевого сплава МЛ5Т6 [чистый вес (масса) детали 7,2 кг].
Первый вариант (рис. 3) - отливка в земляную форму, вес (масса) заготовки Gз=11,2 кг.
Второй вариант (рис. 4) - отливка в металлическую форму-кокиль, вес (масса) заготовки Gз =10 кг.
При указанных вариантах получения заготовок технологический процесс изготовления детали будет одинаковым. Поэтому сравнительный экономический расчет выполняется по стоимости приведенных вариантов с учетом дополнительных затрат. В качестве дополнительных затрат, относящихся к первому варианту (отливка в землю), можно принять затраты на разметку. Объясняется это тем, что при отливке в кокиль операцию разметки, как правило, удается отменить.
Расчет стоимости заготовок для первого и второго вариантов обработки производится по уравнению (5):

с учетом коэффициентов, приведенных в 2.2.1.
Основные данные для расчета целесообразно свести в таблицу (табл. 27).
Определим стоимости заготовок по первому и второму вариантам:
 ;
;

Таблица 27
| Наименование показателей
| Единица измерения
| 1 вариант (отливка в земляную форму)
| 2 вариант (отливка в кокиль)
|
| Вес (масса) заготовки, GЗ
| кг
| 11,2
|
|
| Вес (масса) детали, GД
| кг
| 7,2
| 7,2
|
| Базовая стоимость одной тонны отливок, С1
| руб
|
|
|
| Коэффициент, учитывающий точность отливок, КТ
|
|
1,0 (ЛТ6)
|
1,05 (ЛТ5)
|
| Коэффициент, учитывающий марку материала, КМ
|
| 8,5 (магниевые сплавы)
|
| Коэффициенты, зависящие от группы сложности веса (массы) отливок и объема производства, КС
КВ
КП
|
|
1,11 (табл. 13, магниевые сплавы I...V гр. слож.)
0,94 (табл. 14)
1,0 (табл. 15)
|
| Вес (масса) отходов GЗ - GД
| кг
|
| 2,8
|
| Стоимость 1 т отходов, Sотх
табл. 11
| руб.
|
|
|
Расчет дополнительных затрат производится применительно к операции «Разметка» для первого варианта (отливка в земляную форму) по формуле (3): 
Учитывая, что рассматриваемую заготовку корпуса можно отнести к категории сложности выше средней, трудоемкость операции «Разметка» Тшк можно принять равной 15 мин, часовую тарифную ставку
Стф=0,67 руб/ч (прил. 4, разряд 5).
Следовательно, 
Результаты расчета целесообразно свести в табл.28, аналогичную табл. 25.
Таблица 28
| Наименование показателей
| Единица
измерения
| 1 вариант (отливка в земляную форму)
| 2 вариант (отливка в кокиль)
|
| Материал заготовки
Магниевый сплав МЛ5 –Т6
|
|
|
|
| Чистый вес (масса) детали
| кг
| 7,2 кг
|
| Вес (масса) заготовки
| кг
| 11,2
|
|
| Экономия материала
на одну заготовку
на годовую программу
|
кг
кг
|
11,2-10=1,2
1,2N
|
| КИЗ
|
| 0,6
| 0,7
|
| Стоимость заготовки, SЗ
| руб
| 28,11
| 26,45
|
| Дополнительные затраты на:
механическую обработку
разметку
|
кг
кг
|
-
0,17
|
-
|
| Стоимость заготовки с учетом дополнительных затрат, SЗ′
|
кг
|
28,28
|
26,45
|
| Экономия на одну заготовку
| руб.
| 28,28-26,45=1,83
|
| Экономия на годовую программу
| руб.
| 1,83N
|
На основании выполненных расчетов можно утверждать, что из двух выбранных для сравнения вариантов лучшим является 2-й вариант заготовки (отливка в кокиль), имеющий меньшую стоимость и больший КИЗ.
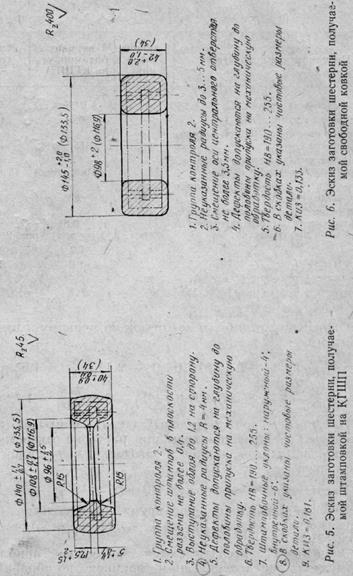
Пример 2
На рис. 5 и 6 представлены эскизы двух вариантов получения заготовки шестерни из стали 38ХМЮА, чистый вес (масса) детали - 0,54 кг.
Первый вариант (рис. 5) - штамповка в открытом штампе на КГШП, вес (масса) заготовки Gз=2,9 кг;
второй вариант (рис. 6) - поковка, полученная свободной ковкой, вес (масса) заготовки Gз = 4,05 кг.
При этих вариантах получения заготовки не возникает необходимости разработки принципиально отличных техпроцессов. Следовательно, сравнительный экономический расчет выполняется по стоимости приведенных вариантой с учетом дополнительных затрат на механическую обработку заготовки, полученной свободной ковкой (второй вариант).
Расчет стоимости заготовок по первому и второму вариантам производится по формуле (5):
с учетом коэффициентов, приведенных в п. 2.2.4.
Основные данные для расчета стоимости заготовок целесообразно свести в таблицу (табл. 29).
Таблица 29
| Наименование показателей
| Единица измерения
| 1 вариант (штамповка на КГШП)
| 2 вариант (свободная ковка)
|
| Вес (масса) заготовки, GЗ
| кг
| 2,98
| 4,05
|
| Вес (масса) детали, GД
| -
| 0,54
| 0,54
|
| Базовая стоимость одной тонны штамповок, С1
|
руб
|
|
|
| Коэффициент, учитывающий класс точности заготовки, КТ
|
| 1,0
(2 кл. точн)
| 0,85
(3 кл. точн)
|
| Коэффициент, учитывающий марку материала, КМ
|
| 2,3
|
| Коэффициенты, зависящие от группы сложности и веса заготовок и от объема производства, КС
КВ
КП
|
|
0,81
(рис. 2, 1 гр)
1,0
1,0
|
0,81
(рис. 2, 1 гр)
0,9
1,0
|
| Вес (масса) отходов GЗ - GД
| кг
| 2,44
| 3,51
|
| Стоимость 1 т отходов, (табл. 11) Sотх
| руб.
| 29,8
| 29,8
|
Определим стоимости заготовок по первому и второму вариантам:


При расчете дополнительных затрат учитываются дополнительные черновые проходы при расточке отверстия, обточке верха и подрезке торов у заготовки, полученной свободной ковкой.
Расчет ведется по формуле (3) .
Штучно-калькуляционное время определяется на основе зависимости (прил. 3)  , где φК=2,14 (прил. 3, табл. 13).
, где φК=2,14 (прил. 3, табл. 13).
Значения То рассчитывается на основе приближенных формул для определения норм времени по обрабатываемой поверхности (прил. 3).
При черновой обточке верха за один проход основное технологическое время
 .
.
При черновой подрезке двух торцов
 При черновом растачивании отверстия в 2 прохода
При черновом растачивании отверстия в 2 прохода

Таким образом, суммарное основное время

Штучно-калькуляционное время

Примем 2-й разряд работы, тогда Стф=0,548 руб/ч (прил. 4).
Следовательно, 
Результаты расчетов целесообразно свести в табл. 30, аналогичную табл. 25.
Таблица 30
| Наименование показателей
| Единица
измерения
| 1 вариант (штамповка на КГШП)
| 2 вариант (свободная ковка)
|
| Способ получения заготовки
| -
|
|
|
| Материал заготовки сталь 38ХМЮА
| -
|
|
|
| Чистый вес (масса) детали
| кг
| 0,54
|
| Вес (масса) заготовки
| кг
| 2,98
| 4,05
|
| Экономия материала
на одну заготовку
на годовую программу
№=…шт.
|
кг
кг
|
4,05-2,98=1,07
1,07N
|
| КИЗ
| -
| 0,181
| 0,133
|
| Стоимость заготовки, SЗ
| руб
| 1,68
| 1,72
|
| Дополнительные затраты на:
механическую обработку
разметку
|
руб
руб
|
-
-
|
0,07
-
|
| Стоимость заготовки с учетом дополнительных затрат, SЗ′
|
руб
|
1,68
|
1,79
|
| Экономия на одну заготовку
| руб.
| 1,79-1,68=0,11
|
| Экономия на годовую программу
| руб.
| 0,11N
|
Несмотря на близкие значения стоимости двух вариантов получения заготовок, стоимость 1 варианта меньше (штамповка на КГШП). Кроме того, для этого варианта необходим меньший расход металла.
ПРИЛОЖЕНИЯ
Приложение 1