Характеристика стали
| Марка:
| ВСт2пс
|
| Заменитель:
| ВСт2сп
|
| Классификация:
| Сталь конструкционная углеродистая обыкновенного качества
|
| Применение:
| неответственные детали, требующие повышенной пластичности или глубокой вытяжки, малонагруженные элементы сварных конструкций, работающие при постоянных нагрузках и положительных температурах.
|
Химический состав в % материала ВСт2пс
| C
| Si
| Mn
| Ni
| S
| P
| Cr
| Cu
| As
|
| 0.09 - 0.15
| 0.05 - 0.17
| 0.25 - 0.5
| до 0.3
| до 0.05
| до 0.04
| до 0.3
| до 0.3
| до 0.08
|
Температура критических точек материала ВСт2пс.
| Ac1 = 735, Ac3(Acm) = 854, Ar3(Arcm) = 835, Ar1 = 682
|
Технологические свойства материала ВСт2пс.
| Свариваемость:
| без ограничений.
|
| Флокеночувствительность:
| не чувствительна.
|
| Склонность к отпускной хрупкости:
| не склонна.
|
| Сортамент
| Размер
| Напр.
| sв
| sT
| d5
| y
| KCU
| Термообр.
|
| -
| мм
| -
| МПа
| МПа
| %
| %
| кДж / м2
| -
|
| Прокат горячекатан.
| до 20
| | 330-430
|
|
| | | |
Механические свойства при Т=20oС материала ВСт2пс.
Качественный анализ технологичности
Сталь (ВСт2-2сп) принята основным материалом для изготовления металлоконструкции «(Каркас безопасности)». Толщина свариваемых деталей (4) мм.
Провожу анализ свариваемости и склонность к образованию трещин с учетом максимальной толщины металла и эквивалента углерода.
СЭ= С+ Мn /20 + Ni/ 15 + (Cr +Mo+V)/10 + 0,0025*S
СЭ= С + Mn/6 + Si/24 + Cr/5 + V/5 + Mo/4 + Ni/10 + P/2
CЭ= 0, 15 + 0, 5/6 + 0, 17/24 + 0, 3/5 + 0, 3/10 + 0, 04/2
СЭ= 0,34
При сварке деталей заданной толщины не требуется предварительный подогрев, так как СЭ>0,45

Технология сварки
Подготовка поверхности металла под сварку.
При подготовке деталей под сварку поступающий металл подвергается правке, разметке, наметке, резке, подготовке кромок под сварку, холодной или горячей гибке.
Металл правят либо вручную, либо на различных листоправильных вальцах. Ручную правку выполняют на чугунных или стальных правильных плитах ударами кувалды или с помощью ручного винтового пресса. Основной металл и присадочный материал перед сваркой должны быть тщательно очищены от ржавчины, масла, влаги, окалины и различного рода неметаллических загрязнений. Наличие указанных загрязнений приводит к образованию в сварных швах пор, трещин, шлаковых включений, что приводит к снижению прочности и плотности сварного соединения.
Подготовка кромок под сварку
Угол разделки кромок выполняется при толщине металла более 3 мм, поскольку се отсутствие (разделки кромок) может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла; при отсутствии разделки кромок для обеспечения провара электросварщик должен увеличивать величину сварочного тока.
Разделка кромок позволяет вести сварку отдельными слоями небольшого сечения, что улучшает структуру сварного соединения и уменьшает возникновение сварочных напряжений и деформаций.
Зазор, правильно установленный перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого (корневого) слоя шва, если подобран соответствующий режим сварки.
Длиной скоса листа регулируется плавный переход от толстой свариваемой детали к более тонкой, устраняются концентраторы напряжений в сварных конструкциях.
Выбор типа и марки электрода
Для сварки моей конструкции я применяю ручную дуговую сварку. Для качественного сварного соединения необходимо, чтобы предел прочности свариваемого металла соответствовал пределу прочности сварного шва. Предел прочности основного металла моей конструкции 430 МПа. Поэтому я выбираю тип электрода Э46Этому электроду соответствует марка уони-13/45
Выбор диаметра электрода
Диаметр электрода выбирается в зависимости от толщины свариваемого металла по таблице:
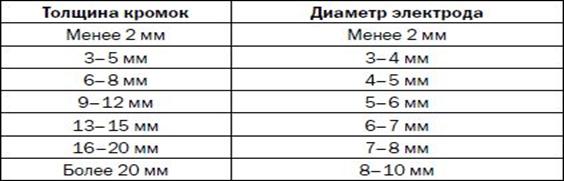
Так как толщина металла моей конструкции от 3 до 4 мм - диаметр электрода по таблице – 3 мм.








