

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Процедура выполнения команд. Рабочий цикл процессора: Функционирование процессора в основном состоит из повторяющихся рабочих циклов, каждый из которых соответствует...
Интересное:
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
| Э46А УОНИ 13/45 3.0 УД | ГОСТ 9466-75, ГОСТ 9467-75 |
| Е 43 3 - Б 1 0 |
Э46А - тип электрода
Э - электрод сварочный
46 - гарантируемый предел прочности металла шва 460МПа
А - повышенная пластичность и вязкость
УОНИ 13/45 - марка электрода
3.0 - диаметр электрода 3мм
У - для сварки низкоуглеродистой и низколегированной стали
Д - с толстым покрытием
Е 43 3 - группа индексов, указывающая на характеристику наплавленного металла. Пластичность, прочность, вязкость.
Б - покрытие основное
1 - для всех пространственных положений
0 - постоянный ток обратная полярность
Расчет силы сварочного тока
Сила тока выбирается в зависимости от диаметра электрода и толщины металла, и вычисляется по формуле:
Iсв=dэлхК
| Диаметр мм | 1-2 | 3-4 | 5-6 |
| К | 25-30 | 30-45 | 45-60 |
Где: Iсв - сварочный ток; К = 30-45 (согласно таблице); dэл - диаметр электрода
Iсв = 3 х 30 = 90А
Iсв = 3 х 45 = 135А
Предел регулирования сварочного тока для сварки моей конструкции будет равен от 90 до 135 ампер.
Техника сварки угловых и стыковых швов в различных пространственных положениях
Техника сварки стыковых и угловых швов
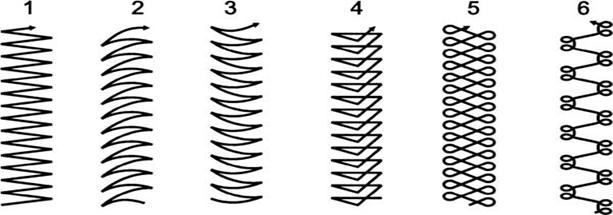
Колебательные движения концом электрода поперек шва:1, 2, 3 – для равномерного прогрева сварочной ванны; 4 – для усиленного прогрева корня шва; 5, 6 – для усиленного прогрева кромок
Стыковые швы без скоса кромок производят наплавлением валика вдоль шва, при этом имеет место небольшое уширение, чтобы обеспечить достаточное проплавление кромок. У шва предусматривают усиление до 2 мм. Проварив шов с одной стороны, изделие переворачивают, удаляют шлак и подтеки, а затем выполняют шов с обратной стороны.
Стыковые швы с V-образной разделкой кромок варят в один слой, если толщина металла составляет менее 8 мм, а при увеличении толщины свариваемых листов накладывают два и более слоев. Первый слой высотой 3–5 мм выполняют электродом диаметром 3–4 мм, для остальных слоев его диаметр увеличивают до 4–5 мм.
Когда вся разделка будет заполнена, изделие переворачивают, выбирают (например, пневматическим зубилом) неглубокую канавку (шириной 8-10 мм и глубиной 3–4 мм) в корневом шве и тщательно заваривают ее за один проход, придав шву небольшое усиление. Если нет возможности изменить положение изделия, то необходимо особенно тщательно выполнить корневой шов.
Качественные угловые сварные соединения, выполняемые вертикальным электродом ("в лодочку"), получить проще, чем те, которые выполняются наклонным электродом. Схема сварки "в лодочку" сходна со сваркой Х образной раздерки. Такой способ сварки позволяет обеспечить наиболее благоприятные условия для полного провара корня сварного шва по всей его длине.
Техника сварки стыковых швов в нижнем положении
Шов встык в сварке используется при соединении листового металла или торцов труб. Детали укладывают так, чтобы между ними был зазор в 1-2 мм, по возможности жестко фиксируют струбцинами. В процессе сварки зазор заполняется расплавленным металлом.
Тонкий листовой металл — до 4 мм толщиной — сваривается без предварительной подготовки (зачистка ржавчины не в счет, она обязательна). В этом случае варят только, с одной стороны. При толщине деталей от 4 мм, шов может быть одинарным или двойным, но требуется заделка кромок одним из представленных на фото способом

|
|
|

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

