Машина, являясь одной из разновидностей продукции, обладает качеством и экономичностью.
Под качеством машины понимают совокупность ее свойств, обуславливающих способность выполнять свое служебное назначение. К показателям качества машины относят те, которые характеризуют меру полезности машины, т.е. ее способность удовлетворять потребности людей в соответствии со своим назначением. К ним относятся: качество продукции производимой машиной; производительность; надежность; долговечность (физическая и моральная); безопасность работы; удобство управления; уровень шума; КПД; степень механизации и автоматизации; техническая эстетичность и т.п.
Проектирование машины, ее изготовление, эксплуатация, техническое обслуживание и ремонт связано с конкретными затратами труда и материалов, энергии, технических средств. Все затраты образуют стоимостное свойство машины – ее экономичность.
1. Понятие о технологичности конструкции изделия.
Технологичность конструкции изделия — совокупность свойств конструкции изделия, определяющие ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ. Технологичность конструкции — параметр, оценивающий машину (деталь) в отношении возможности оптимального использования материалов, средств и времени при ее изготовлении и ремонте. При оценке технологичности решают следующие задачи: снижение массы и стоимости применяемых материалов, снижение трудоемкости обработки деталей и сборки машин, использование стандартных и унифицированных деталей и элементов конструкций (резьб, шлицев, шпонок и т.д.), уменьшение номенклатуры деталей, повышение ремонтопригодности, обеспечение доступности узлов, агрегатов, машин для регулирования и их замены. Технологичность конструкции обеспечивают применением индивидуальных решений в каждом отдельном случае. По области проявления различают следующие виды технологичности: производственную; эксплуатационную; ремонтную. Обеспечение технологичности конструкции изделия является функцией подготовки производства, предусматривающей взаимосвязанное решение конструкторских и технологических задач, направленных на повышение производительности труда, достижение оптимальных трудовых и материальных затрат и сокращение времени на производство, техническое обслуживание и ремонт изделия.
2. Методы достижения технологичности конструкции
| Технологические требования
| Эскизы конструктивных решений
| Технологическое обеспечение конструктивного решения
|
| нетехнологичных
| технологичных
|
| Ступенчатые валы должны иметь небольшой перепад размеров диаметров
| 
| 
| При большом перепаде диаметров повышаются трудоемкость и расход металла. Равномерный перепад диаметров позволяет осуществлять обработку за одинаковое число проходов, что имеет значение при обработке на многорезцовых станках
|
| На деталях, имеющих форму трубы и обрабатываемых в центрах, следует предусматривать фаски
| 
| 
| Наличие фасок упрощает технологический процесс обработки, обеспечивает соосность внутренних и наружных поверхностей и упрощает контроль. Размеры фасок устанавливаются в зависимости от диаметра: ∅12 - 1мм, ∅12-25 - 1,6мм, ∅25 — 2,0 мм
|
| Следует предусматривать возможность нарезания зубьев одновременно на нескольких шестернях
| 
| 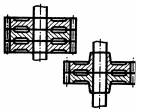
| Желательно, чтобы шестерни имели форму, обеспечивающуюим прилегание по торцу при зубонарезании. При наличии у шестерни длинной ступицы она должна иметь одностороннюю плоскость, так как при двухсторонней ступице одновременное зубонарезание нескольких шестерен увеличивает трудоемкость обработки вследствие холостого хода инструмента
|
| Объем обработки резанием должен быть минимальным
| 
| 
| Торцовая поверхность А шестерни является базой для нарезания зубьев, в связи с этим она должна быть чистой и строго перпендикулярной к оси шестерни. Для. сокращения трудоемкости следует ограничить размер торца, подвергаемого при обработке
|
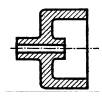
| При сложной конфигурации или большой трудоемкости изготовления цельной детали следует предусматривать изготовление ее из отдельных деталей (сборной)
| 
| 
| Рациональной является конструкция детали, состоящая из штампованного стакана с приваренной к нему гладкостенной втулкой. В этом случае у стакана обрабатывается только торец и отверстие под втулку
|
| Ступенчатые поверхности должны по возможности располагаться, по возрастающим или убывающим ступеням от одного конца вала к другому
| 
|

| Изготовление ступенчатого вала с чередованием больших и меньших диаметров ступеней требует сложной настройки и более трудоемко
|
| Сварные швы должны располагаться на достаточном расстоянии от обработанных поверхностей
| 
| 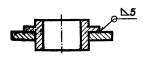
| При сварке втулки с фланцем искажения формы отверстия можно избежать
|
| Вход сверла для нормальных условий резания должен быть перпендикулярен к оси сверла - поломка сверла
| 
| 
| 1. Повышение стойкости сверла
2. Повышение качества отверстия
|
| Выход сверла для нормальных условий резания должен быть перпендикулярен к оси сверла - поломка сверла
| 
| 
| Исключается поломка сверла
|
| Глухие отверстия с резьбой должны иметь канавки для выхода инструмента или в них должен быть предусмотрен сбег резьбы
| 
| 
| 1. Улучшение качества резьбы 2. Улучшение условий работы инструмента
|
| В ступенчатых отверстиях наиболее точнуюступень рекомендуется делать сквозной
| 
| 
| 1. Снижение трудоемкости обработки 2. Упрощение обработки и конструкции инструмента
|
| Обрабатываемые плоскости следует располагать на одном уровне
| 
| 
| 1. Возможность обработки за один рабочий ход производительными методами - торцовым фрезерованием, плоским шлифованием и протягиванием 2. Упрощение контроля
|
Вопросы для самопроверки:
1. Какие существуют показатели оценки технологичности конструкции (основные и вспомогательные)?
2. Приведите основные требования технологичности (с примерами).
3. Какие существуют виды технологичности по области проявления?








