Глава 1. Анализ исходных данных
1.1 Анализ конструкторской документации и технических требований на ЭМ.
Исходные данные:
- технологическое описание на аппаратуру, в состав которой входит ЭМ;
- сборочный чертёж и спецификация;
- топологические чертежи;
Данная ячейка целиком собрана на дискретных элементах, для монтажа элементов использована двухсторонняя печатная плата с односторонним печатным монтажом, обратная сторона платы металлизируется для придания лучшей помехозащищённости изделию. Плата изготавливается комбинированным позитивным методом.
Ячейка содержит 7 резисторов типа ОС6-9, номиналом 150 Ом, 301Ом и 1кОм соотвецтвенно; 7 конденсаторов типа ОСК10 –17В Ёмкостью 51 пФ, 470 пФ и 0.22 мкФ и один конденсатор подстроечный типа ОСКТ4-27 на номинал 3-5 пФ.
На плату устанавливаются две микросхемы 597СА2,а также микросхема ОС530ЛА3 и ОС530ТМ2. Все микросхемы имеют планарные выводы. Также в состав платы входит фильтр БА23 – 1000 пФ.
Анализ технологичности конструкции
Понятие технологичности конструкции
Одной из важнейших характеристик, влияющих на точность, качество и себестоимость аппаратуры, является технологичность конструкции. Под технологичностью понимается такое качество конструкции изделий, которое позволяет применить прогрессивные методы технологии и организации производственных процессов, обеспечивающие высокую производительность труда и минимальную себестоимость при соблюдении заданных требований. Отработка технологичности конструкции направлена на повышение производительности труда, снижение затрат и сокращение времени на проектирование, технологическую подготовку производства, изготовление, техническое обслуживание и ремонт в целях обеспечения необходимого качества изделия.
Высокая технологичность конструкции изделия достигается совместным трудом разработчика, конструктора и технолога. На начальном этапе разработчик, как правило, намечает несколько схемотехнических решений. Конструктор по выбранной им принципиальной схеме компонует изделие. Совместно решается также проблема технологичности конструкции с учётом масштаба выпуска изделия и конкретных условий производства.
ТЗ на корректировку КД для автоматизированного изготовления
В ходе анализа документации и анализа технологичности конструкции, выяснилось, что невозможно реализовать автоматизированную транспортировку заготовок из-за того что не предусмотрена система их маркировки. Наиболее проста и надёжна в эксплуатации система опознавания изделия по штрхкоду. Для нашего производства печатных плат она подходи, как нельзя лучше, следовательно, её и возьмём за основу.
Штриховая маркировка будет нанесена на бумажных стикерах, наклеиваемых на плату и будет считываться на автоматических ИК устройствах считывания. Т.о. необходимо включить в схему технологического оборудования автомат для нанесения штриховой маркировки.
Глава2. Разработка технологического процесса
Синтез структуры АП.
Структурная схема АП представлена в отдельном проекте MSProject. Приложение1.
В нашем случае изделие рассчитано на массовое производство, и как следствие, оно обладает достаточно низкой ценой и хорошими техническими характеристиками, что должно привлечь внимание потенциальных покупателей.
Высокие темпы развития науки, а вместе с ней и “высоких” технологий, диктуют необходимость, строить производство на основе гибких технологий, позволяющих с минимальными затратами переходить на выпуск более совершенной продукции и одновременно поднимать её конкурентоспособность на рынке, путем повышения качества и понижением цены.
Всё выше сказанное достижимо лишь в том случае, если наше производство будет оснащено универсальным оборудованием, способным работать с различными видами элементной базы. Ввиду постоянного совершенствования производителями элементной базы, необходимо наблюдать за рынком комплектующих элементов и своевременно производить модернизацию производства, заменяя устаревшее оборудование на более новое.
Проанализировав все факты, а также составив прогноз развития отрасли на недалекое будущее, особо уделив внимание потенциальным конкурентам, учитывая крупносерийность нашей продукции, выясним- что для нашего случая наилучшим образом подходит гибкий вид автоматизации производства. Гибкому виду производства присущи определённые качественные характеристики, попробуем проанализировать наше производство, по этим характеристикам:
-универсальность, т.е способность к переналадке отдельных модулей. Да, универсасальность имеет место в нашем производстве, т.к. в условиях нынешней экономической ситуации не приходится расчитывать на устойчивый покупательский спрос в течении долгого периода времени, следовательно оборудование будет устанавливаться универсальное, либо в случае отсутствия подходящего наименее дорогостоящее (из перечня удовлетворяющего по соотношению качество-цена), с перспективой замены в будущем на принципиально новое.
-мобильность, т.е. минимальное время перехода с выпуска одного изделия на другое. Данный параметр целиком зависит от особенностей конкретного вида оборудования и квалифицированности обслуживающего персонала. Ну, если на оборудование мы влиять ни как не можем, то подготовке персонала будет уделяться большое внимание.
-резервирование оборудования. По возможности будет учитываться, но резервирование большого числа единиц оборудования нам не выгодно, т.к. в случае “окончательного” устаревания конкретного вида, возникнет необходимость замены так же и резервного оборудования, помимо замены основного, поэтому постараемся обойтись высоким уровнем сервисного обслуживания, резервируя в основном только “узкие места” производства.
Структурная схема данного производства представляет собой централизованную структуру, центром которой является транспортно-складская система. Такая структура имеет следующие достоинства:
-Высокая надёжность структуры, т.к. выход из строя одного из модулей не сможет парализовать работу всего производства. Неисправный модуль можно на время исключить из производства и либо запустить резервный, либо (при наличии определённого “буферного” запаса полуфабриката на складе) скомпенсировать работу отсутствующего модуля.
-Возможность постоянного контроля и управления процессом производства, компенсации узких мест и оптимизации всего производства, перераспределением ресурсов “на лету”.
-Высокая универсальность транспортной системы, т.к. в основном для транспортировки будут использоваться одни и те же механизмы.
Недостатком, с моей точки зрения, является высокая централизованность такой системы, что при повреждении центра управления системой приведёт к остановке всего производства. Но учитывая большое количество преимуществ и высокую надёжность оборудования (не считая умышленной его порчи) такая схема представляется мне наилучшим выбором.
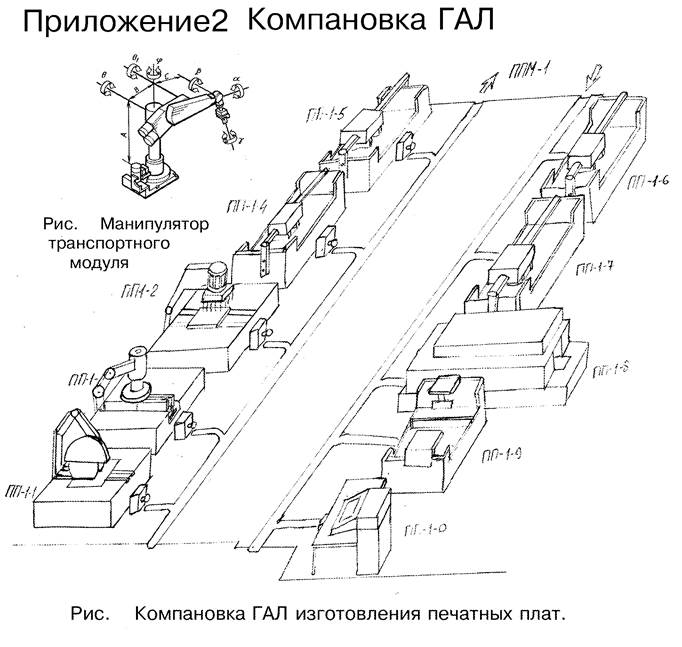
Для упрощения процесса планирования производства, разработаем таблицу кодов для каждого основного процесса производства:
| Производственный элемент
| Код
|
| ГАЛ Изготовление ПП
| ПП-1
|
| Станок полировки торцов
| ПП-1-1
|
| Станок сверлильный
| ПП-1-2
|
| Штамп на основе керамики ВК
| ПП-1-3
|
| Ванна для CHCL2
| ПП-1-4
|
| Ванна для хим метализации
| ПП-1-5
|
| ГАМ Получение рисунка схемы
| ППM-1
|
| Станок для правки ракеля
| ППМ-1-1
|
| Автомат сеткографической печати
| ППМ-1-2
|
| Линия сушки ИК-лучами
| ППМ-1-3
|
| Ванна для гальванич нанесен меди
| ПП-1-6
|
| Ванна для плакирования
| ПП-1-7
|
| Ванна ультрозвуковая
| ПП-1-8
|
| Устройство обработки в орг растворителях
| ПП-1-9
|
| Уст определения паяемости ПП
| ПП-1-0
|
|
|
|
| ГАЛ Установка элементов
| УЭ-1
|
| Автомат установки зл-тов(конденсаторы)
| УЭ-1-1
|
| Автомат установки эл-тов(резисторы)
| УЭ-1-2
|
| Полуавтомат укладки и пайки ИМС
| УЭ-1-3
|
| Паяльник импульсный
| УЭ-1-4
|
| Контрольный стенд
| УЭ-1-5
|
|
|
|
| ГАЛ Нанесение покрытий
| НП-1
|
| Автомат сеткографической печати(марк)
| НП-1-1
|
| Автомат сеткографической печати
| НП-1-2
|
| Камера для распыления
| НП-1-3
|
|
|
|
| ГАЛ Выходная стадия
| ВС-1
|
| Стол регулировочный
| ВС-1-1
|
| Стенд испытательный
| ВС-1-2
|
|
|
|
| Транспортный портал
| ТП-1
|
| Буферные склады
| БС-1
|
| Склад готовой продукции
| СГП-1
|
Заключение
В данном курсовом проекте была разработана схема гибкого автоматизированного производства РЭС. Данное производство было спланировано с учётом минимального участия человека. Оно строится на использовании современного оборудования, позволяющего менять вид выпускаемой продукции с минимальными затратами.
В процессе проектирования было сформировано ТЗ на корректировку КД с учётом особенностей конкретного производства и спецификой выпускаемой продукции. Было подобрано необходимое оборудование с учётом его резервирования и дальнейшей модернизации.
Производство построено на принципе ГПС, заложенном в роботах с ЧПУ, микропроцессорных системах, т.е. на гибкости. Использование ПР с управлением от микропроцессоров позволяет не только перестраивать процессы в соответствии с конкретными требованиями и эффективно решать производственные задачи, но и влиять на дальнейшее развитие производства РЭА. Точность и быстродействие роботов повышаются из года в год. Современные роботы успешно выполняют операции сборки и сварки, требующие высокой точности. Применение ходовых, индукционных и импульсных датчиков, особенно встроенных в привод, позволяет получать ошибку позиционирования не более 0,02-0,05 мм.
Технической основой высоконадёжных ГПС является дальнейшее развитие таких путей повышения надёжности, как модульно-блочная конструкция оборудования, модульный принцип построения манипуляторов ПР, РТК в целом, автоматическая самодиагностика состояния оборудования, внедрение АСУ обслуживания и содержания оборудования с индивидуальным контролем состояния каждой единицы оборудования, анализ причин отказов с автоматической заменой теряющих надёжность блоков.
Переход к гибкому производству и электронизация всех производственных процессов ведут к созданию высокоавтоматизированнгог производства с минимальным участием людей, постоянным совершенствованием его по мере развития научно-технического прогресса. Значительные изменения в технике и технологии окажут большое влияние на на характер труда человека в условиях гибкого производства.
Литература
1. Мысловский Э.В. “Промышленные роботы в производстве радиоэлектронной аппаратуры” – М.: Радио и связь, 1988.
2.“Не счесть у робота профессий” под.ред. П. Марша – М.: Мир, 1987.
3. “Методические указания к курсовому проекту Конструирование и технология микросхем и микросборок” под ред. О. Е. Бондаренко – М.: МАИ, 1989.
4. “Методические указания к курсовому проекту по дисцеплине “Технология РЭС и оборудование” под ред. О. Е. Бондаренко – М.: МАИ, 1989.
4. “Методические указания к выполнению технологической части дипломного проекта по радиотехническим специальностям” под ред. Ю. И. Боченкова – М.: МАИ, 1991.
Глава 1. Анализ исходных данных
1.1 Анализ конструкторской документации и технических требований на ЭМ.
Исходные данные:
- технологическое описание на аппаратуру, в состав которой входит ЭМ;
- сборочный чертёж и спецификация;
- топологические чертежи;
Данная ячейка целиком собрана на дискретных элементах, для монтажа элементов использована двухсторонняя печатная плата с односторонним печатным монтажом, обратная сторона платы металлизируется для придания лучшей помехозащищённости изделию. Плата изготавливается комбинированным позитивным методом.
Ячейка содержит 7 резисторов типа ОС6-9, номиналом 150 Ом, 301Ом и 1кОм соотвецтвенно; 7 конденсаторов типа ОСК10 –17В Ёмкостью 51 пФ, 470 пФ и 0.22 мкФ и один конденсатор подстроечный типа ОСКТ4-27 на номинал 3-5 пФ.
На плату устанавливаются две микросхемы 597СА2,а также микросхема ОС530ЛА3 и ОС530ТМ2. Все микросхемы имеют планарные выводы. Также в состав платы входит фильтр БА23 – 1000 пФ.








