После необходимого обучения предварительно запрограммированным циклам мы можем определить количество необходимых кодовых строк для выполнения порядка пяти отверстий. Наилучшим способом сохранения программированного пространства и времени является использование подпрограммы. Мы можем этого достичь с помощью группировки расположения X и Y отверстий в отдельной программе, а затем вызываем данную программу каждый раз, когда фиксированному циклу необходимо сообщить координаты Х, Y.
Вместо того, чтобы писать расположение X, У для каждого инструмента, мы можем единожды написать расположение X, У для любого номера инструмента.
%
O1234 (программа без подпрограмм)
T1 M06
G00 G90 G54 X.565 Y-1.875 S1275 M03
G43 H01 Z.1 M08
G82 Z-.175 F10. R.1 P300
X1.115 Y-2.750 (Исходная координата отверстия)
X3.365 Y-2.875 (Исходная координата отверстия)
X4.188 Y-3.313 (Исходная координата отверстия)
X5.0 Y-4.0 (Исходная координата отверстия)
G00 G80 Z1.0 M09
T2 M06
G00 G90 G54 X.565 Y-1.875 S2500 M03
G43 H02 Z.1 M08
G83 Z-.620 F15. R.1 Q.175
X1.115 Y-2.750 (Повторяемая координата отверстия)
X3.365 Y-2.875 (Повторяемая координата отверстия)
X4.188 Y-3.313 (Повторяемая координата отверстия)
X5.0 Y-4.0 (Повторяемая координата отверстия)
G00 G80 Z1.0 M09
T3 M06
G00 G90 G54 X.565 Y-1.875 S900 M03
G43 H03 Z.2 M08
G84 Z-.600 F56.25 R.2
X1.115 Y-2.750 (Повторяемая координата отверстия)
X3.365 Y-2.875 (Повторяемая координата отверстия)
X4.188 Y-3.313 (Повторяемая координата отверстия)
X5.0 Y-4.0 (Повторяемая координата отверстия)
G00 G80 Z1.0 M09
G28 G91 Y0 Z0
M30
%
Та же самая программа может иметь следующий вид:
% %
O1234 O1000 (X,Y LOC. SUB)
T1 M06 X 1.115 Y-2.750
G00 G90 G54 X.565 Y-1.875 S1275 M03 X 3.365 Y-2.875
G43 H01 Z.1 M08 X 4.188 Y-3.313
G82 Z-.175 F10. R.1 P300 X 5.0 Y-4.0
M98 P1000 M99
G00 G80 Z1.0 M09 %
T2 M06
G00 G90 G54 X.565 Y-1.875 S2500 M03
G43 H02 Z.1 M08
G83 Z-.620 F15. R.1 Q.175
M98 P1000
G00 G80 Z1.0 M09
T3 M06
G00 G90 G54 X.565 Y-1.875 S900 M03
G43 H03 Z.2 M08
G84 Z-.600 F56.25 R.2
M98 P1000
G00 G80 Z1.0 M09
G28 G91 Y0 Z0
M30
%
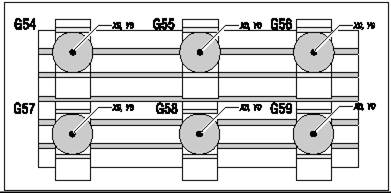
Подпрограммы с множественными зажимными приспособлениями
Как мы уже убедились, использование подпрограмм с предварительно запрограммированным циклом помогает сэкономить время программирования и избежать ошибок при вводе координат. Давайте сделаем шаг вперед. На столе установлены шесть зажимных приспособлений. Каждый из них будет использовать новую нулевую точку изделия X, Y. Они будут вызываться в программе как G54 до G59. Станок будет сообщать, где на столе находится каждое зажимное приспособление. Используя кромочный щуп можно установить начало координат на каждом изделии. Используйте клавишу установки нулевой точки изделия (PART ZERO SET) для внесения в память координат в таблицу смещения начала координат. Если данные о расположении начала координат X, Y один раз установлены в таблице, можно начинать программирование.
При рассмотрении следующей страницы мы можем определить, как бы выглядела эта установка на столе станка.
Например: каждая из следующих частей нуждается в сверлении центра. X и У являются нулём.
% %
O2000 O3000
T1 M06 X 0 Y0
G00 G90 G54 X0 Y0 S1500 M03 G83 Z-1.0 F15. R.1 Q.2
G43 H01 Z.1 M08 G00 G80 Z.2
M98 P3000 M99
G55 %
M98 P3000
G56
M98 P3000
G57
M98 P3000
G58
M98 P3000
G59
M98 P3000
G00 Z1.0 M09
G28 G91 Y0 Z0
M30
%
Следующая диаграмма демонстрирует пример многократных зажимных приспособлений.
Каждая заготовка будет иметь абсолютный ноль. Это можно осуществить с помощью G54
до G59 и G110 до G129, всего возможно 26 вариантов.
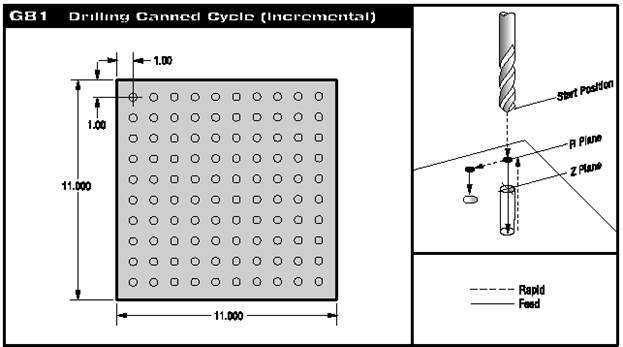
Повторение фиксированного цикла
В следующем примере производится циклическое сверление с помощью фиксированного цикла.
%
O3400
T1 M06
G00 G90 G54 X1.0 Y-1.0 S2500 M03
G43 H01 Z.1 M08
G81 Z-1.5 F15. R.1
G91 X1.0 L9
G90 Y-2.0 (или остаться в G91 и продолжить Y-1.0)
G91 X-1.0 L9
G90 Y-3.0
G91 X1.0 L9
G90 Y-4.0
G91 X-1.0 L9
G90 Y-5.0
G91 X1.0 L9
G90 Y-6.0
G91 X-1.0 L9
G90 Y-7.0
G91 X1.0 L9
G90 Y-8.0
G91 X-1.0 L9
G90 Y-9.0
G91 X1.0 L9
G90 Y-10.0
G91 X-1.0 L9
G00 G90 G80 Z1.0 M09
G28 G91 Y0 Z0
M30
%







