Карта 4. 7. 1
Дефект
Потеря устойчивости (изгиб) элементов внутренних колец жесткости и опорных диафрагм с частью стенки (вмятина).
Метод исправления
1. Удаляют дефектные элементы кольца жесткости или опорной диафрагмы.
2. Выправляют (вырезают) вмятины на станке.
3. Подгоняют и заменяют элементы кольца жесткости или опорной диафрагмы новыми элементами сечением на менее проектных.
4. Трещины в сварных соединениях колец жесткости и опорных диафрагм исправляют путем вырубки всего шва и наложения нового сечением не меньше проектного.
5. Разрушенные фасонки удаляют и заменяют новыми с наложением проектных швов.
6. Подогнанные элементы кольца жесткости или опорных диафрагм устанавливают и сваривают между собой. Высоту швов принимают по проекту.
Карта 4. 7. 2
Дефект
Осадка одной из опор (резервуар установлен на две опоры).
Метод исправления
1. Резервуар освобождают от нефтепродукта.
2. Отсоединяют подводящие трубопроводы.
3. У осевшей опоры резервуар поднимают (поддомкрачивают) выше проектной отметки и устанавливают на временную опору.
4. На седло опоры укладывают слой бетона марки 100 (с учетом уклона) до требуемой высоты с выравниванием верхней части по шаблону.
5. Бетон выдерживают до нарастания 70 % прочности.
6. Резервуар устанавливают на опору и подсоединяют трубопроводы.
Примечание. Вместо бетона допускается укладка на седло опоры полосовых металлических подкладок.
Карта 4. 7. 3
Дефект
Осадка одной или нескольких опор (резервуар установлен на нескольких опорах).
Метод исправления
1. Резервуар освобождают от нефтепродукта и выдерживают в течение 24 ч.
2. На седле осевших опор подбивают бетон марки 100 и выдерживают до нарастания 70 % прочности бетона.
Примечание. Вместо бетона допускается установка на поверхность седла сплошных полосовые металлических подкладок.
Карта 4. 7. 4
Дефект
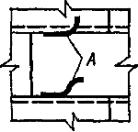
Отпотина А в сварном соединении в основном листе Б стенки или днища резервуара или цепочка пор В в сварном соединении.
Метод исправления
1. Одиночную отпотину в стыковом соединении или основном листе высверливают и заваривают с двух сторон, в нахлесточном - вырубают (выплавляют) и заваривают.
2. Цепочку пор вырубают (выплавляют) более участка дефекта на 60 мм. Стыковые соединения сваривают с двух сторон, нахлесточные - с наружной стороны.
3. Герметичность отремонтированных участков проверяют вакуум-методом или керосином.

Карта 4. 7. 5
Дефект
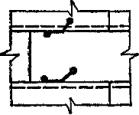
Продольная трещина А сквозная или несквозная в нахлесточном соединении стенки Б резервуара без выхода на основной металл.

Метод исправления
1. Расчищают дефектное место, выявляют границы трещины.
2. Вырубают (выплавляют) участок сварного соединения больше дефектного места на 50 мм в каждую сторону.
3. Сварку осуществляют с наружной стороны, при необходимости выполняют подварку внутренних прерывистых швов.
4. Герметичность отремонтированного участка проверяют вакуум-методом или керосином.
Карта 4. 7. 6
Дефект
Продольная трещина А сквозная или несквозная в нахлесточном сварном соединении стенки резервуара с выходом на основной металл.
Метод исправления
1. Расчищают дефектное место, выявляют границу трещины.
2. Конец трещины на основном металле засверливают сверлом диаметром 6 мм. Участок сварного соединения вырубают (выплавляют) больше дефектного места на 50 мм в каждую сторону. На основном металле дефектный участок вырубают до засверленного отверстия с зазором между кромками 2 ± 1 мм.
3. Места нахлеста сваривают с наружной стороны, а на основном металле - с двух сторон. При необходимости осуществляют подварку внутренних прерывистых швов.
4. Герметичность отремонтированного участка проверяют вакуум-методом или керосином.
Карта 4. 7. 7
Дефект
Продольная трещина А (сквозная или несквозная) в стыковом сварном соединении стенки или днища резервуара с выходом или без выхода на основной металл Б или трещина в пересечении сварных соединений.
Метод исправления
1. Расчищают дефектное место, выявляют границы трещины и концы ее В засверливают сверлом диаметром 6 - 8 мм.
2. Дефектные участки шва между засверленными отверстиями вырубают (выплавляют) с зазором между кромками 2 ± 1 мм.
3. Сварку выполняют с двух сторон электродами диаметром 3 - 4 мм или на технологической подкладке.
4. Герметичность отремонтированных участков контролируют вакуум-методом, при помощи керосина или другими способами.
Карта 4. 7. 8
Дефект
Трещина А по стыку или основному металлу уторного уголка Б без выхода на основной металл с листа первого пояса стенки резервуара В и окрайку днища Г.
Метод исправления
1. Вырезают уторный уголок Б длиной не менее 500 мм симметрично в обе стороны от трещины.
2. Осуществляют сварку стенки резервуара В в месте выреза с окрайкой днища Г тавровым швом.
3. Приваривают торцы уторного уголка Б к стенке резервуара В и окрайке днища Г. Направление сварки указано стрелками.

Карта 4. 7. 9
Дефект
Потеря устойчивости обвязочного уголка в узле сопряжения стенки с днищем.
Метод исправления
1. Устанавливают границы дефектного места.
2. Вырезают обвязочный уголок А вместе с деформированными местами стенки Б и днища В размерами больше дефектного места.
3. Подгоняют встык новый элемент Г обвязочного уголка и сваривают.
4. Подгоняют встык новые вставки стенки и днища и сваривают с двух сторон.
5. Вставки стенки приваривают к обвязочному уголку с двух сторон сплошными швами, днища - с наружной стороны сплошным швом, а с внутренней - прерывистым.
6. Герметичность отремонтированного участка проверяют вакуум-методом или керосином.









