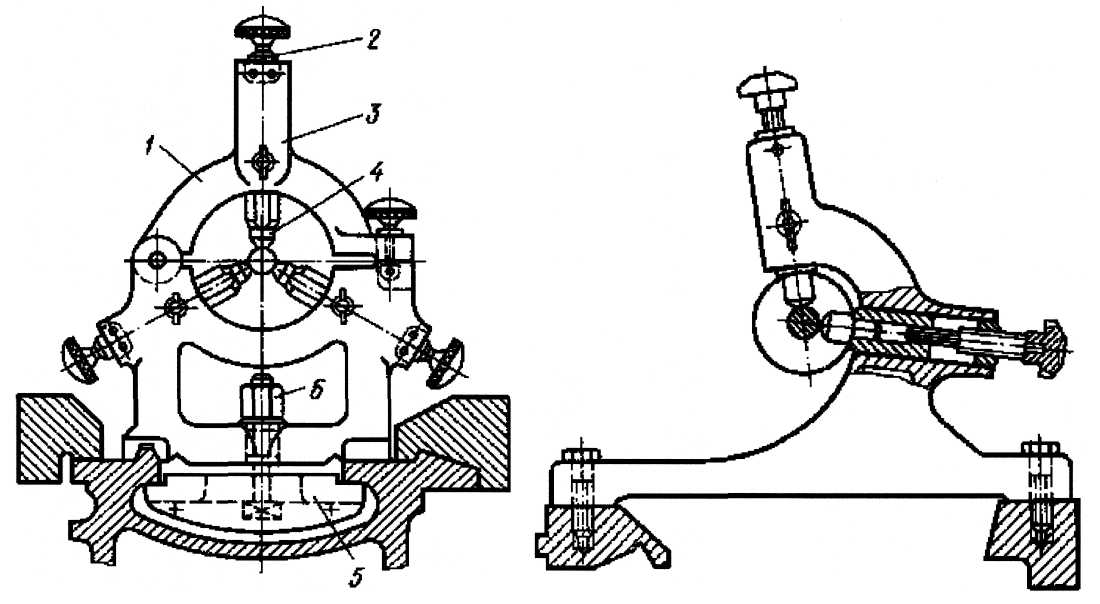
При установке заготовок, у которых длина выступающей части из патрона более 10-ти диаметров (L / D > 10), в качестве дополнительной опоры применяют неподвижные и подвижные люнеты (Рис.1.26).
Неподвижный люнет (рис.1.26 а) устанавливают на направляющих станины станка и крепят планкой 5 с помощью болта и гайки 6. Верхняя часть 1 неподвижного люнета откидная, что позволяет снимать и устанавливать заготовки на кулачки или ролики 4 люнета, которые служат опорой для обрабатываемой заготовки и поджимаются к детали винтами 2; после установки заготовки винты 2 фиксируют болтами 3.
На заготовке, в местах установки роликов люнета, протачивают канавку. Проточку обычно выполняют посередине заготовки.
а) б)
в)
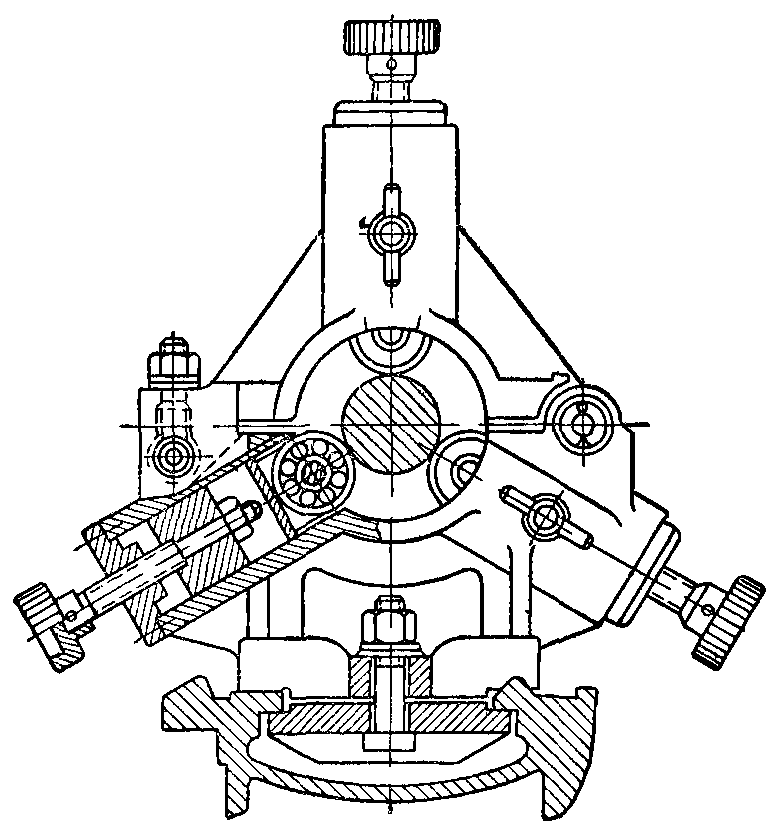
Рисунок 1.26. Люнеты:
а) неподвижный; б) подвижный; в) неподвижный с шарикоподшипниками
Подвижный люнет (рис.1.2 6) крепится на каретке суппорта и перемещается при обработке вдоль детали. Подвижный люнет имеет два кулачка, которые служат опорами для заготовки. Третьей опорой является резец.
Для скоростной обработки используют неподвижные люнеты с шарикоподшипниками на кулачках (рис.1.26 в).
Длинные и тонкие детали при обтачивании прогибаются под действием собственного веса и сил резания, в результате чего они получают бочкообразную форму. Избежать этого можно, применив люнет (рис.1.27).
Прежде чем установить заготовку в люнет, нужно проточить у нее посредине канавку под кулачки шириной немного больше ширины кулачка (рис.1.27). Если заготовка имеет большую длину и небольшой диаметр, то при протачивании такой канавки неизбежен прогиб самой заготовки. Во избежание этого вначале протачивают дополнительную канавку ближе к концу заготовки и, установив в ней люнет, протачивают основную канавку посредине.
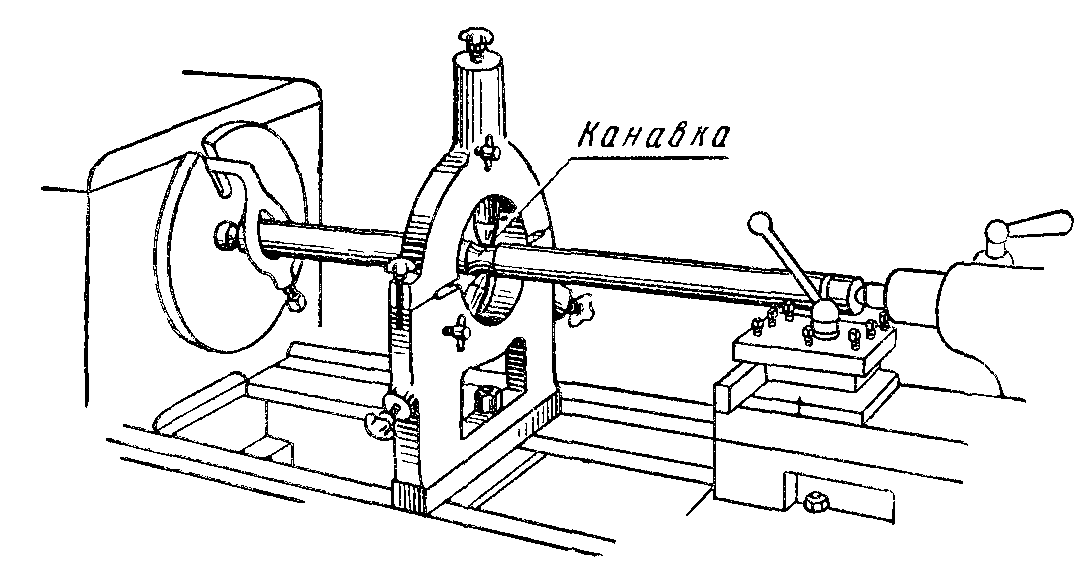
Рисунок 1.27. Обтачивание детали с применением неподвижного люнета
Иногда заготовка может оказаться настолько длинной и тонкой, что одной основной канавки не хватит. В подобных случаях протачивают еще две или больше дополнительных канавок.
Обработку в люнете ведут так: обтачивают деталь до канавки, т.е. до места, где находится люнет, затем перевертывают деталь и устанавливают ее опять в центрах, затем, снова закрепив в люнете, обтачивают остальную часть вала.
Неподвижные люнеты применяют также для отрезания концов и подрезания торцов у длинных деталей.
Использование неподвижного люнета при подрезании торца показано на рис.1.28: деталь закреплена одним концом в трехкулачковом патроне, а другим установлена в люнете.
Таким же образом можно обработать точные отверстия с торца длинной детали, например, расточить коническое отверстие в шпинделе токарного станка или просверлить такую деталь по всей ее длине.
Кулачки неподвижного люнета должны быть установлены точно по диаметру детали с центром на оси шпинделя; их не следует зажимать туго. Поверхность детали, поддерживаемую кулачками, необходимо смазать маслом, чтобы уменьшить трение и предотвратить образование задиров.

Рисунок 1.28. Подрезание торца детали,уста новленной
впатроне и неподвижномлюнете
Люнеты с жесткими кулачками не пригодны для скоростной обработки вследствие быстрого износа кулачков.
При скоростной обработке применяют люнеты с роликовыми или шариковыми подшипниками. В этом случае трение скольжения заменяется трением качения, благодаря чему уменьшается нагрев обрабатываемой детали, что важно при работе на больших скоростях резания.
Подвижный люнет закрепляют на каретке суппорта (рис.1.29). Вместе с ней он, следуя за резцом, перемещается вдоль обтачиваемой детали и поддерживает ее в месте приложения усилия, предохраняя от прогибов. Подвижный люнет применяют при чистовом обтачивании длинных деталей (Рис.1.29). Он имеет только два кулачка. Их выдвигают и закрепляют так же, как кулачки неподвижного люнета.
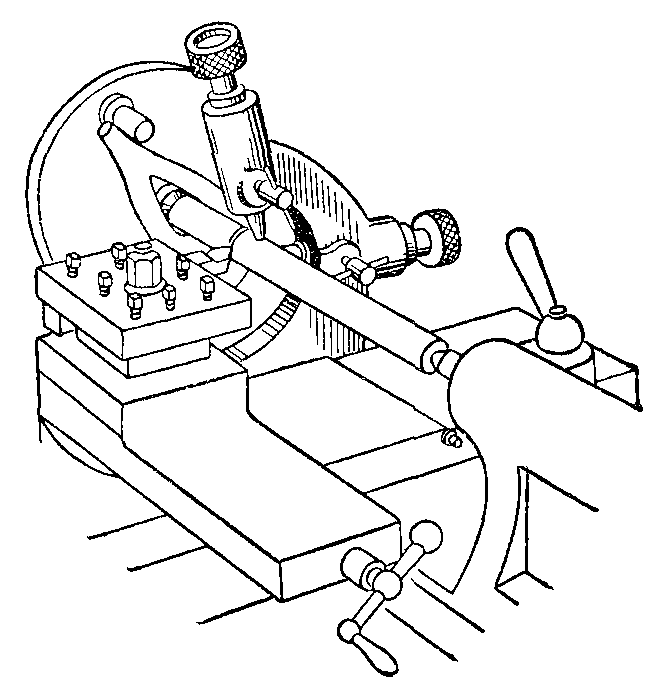
Рисунок 1.29. Обтачивание детали с применением подвижного люнета
5) Установка на планшайбе
В простом четырехкулачковом патроне можно устанавливать и закреплять самые различные по форме детали. Однако встречаются такие детали несимметричной и сложной формы, устанавливать и закреплять которые более удобно на планшайбе (рис.1.30).
Планшайба представляет собой чугунный диск, снабженный ступицей для навинчивания на конец шпинделя; на передней плоскости имеются 4...6канавок Т-образного профиля и несколько сквозных отверстий.
Детали крепят на планшайбе планками (Рис.1.30а), прижимаемыми болтами, или болтами, ввернутыми в кулачки (солдатики), которые передвигают вручную и закрепляют в пазах. Необходимо следить за тем, чтобы стойки под зажимными планками были такой же высоты, как и стенки детали в месте крепления. Зажимные болты следует располагать как можно ближе к детали. Планки должны лежать ровно, без перекоса, а болты быть равномерно (но не слишком туго) затянуты, иначе можно изогнуть зажимаемую деталь
Установку детали на планшайбе проверяют рейсмусом, а более точно индикатором.
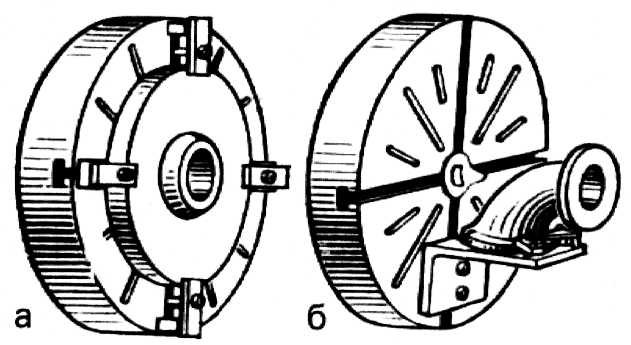
Рисунок 1.30. Закрепление заготовок на планшайбе:
а – диска; б – патрубка на угольнике.
Иногда приходится обрабатывать детали, форма которых не позволяет устанавливать их в четырехкулачковом патроне или непосредственно на планшайбе. В подобных случаях применяют дополнительный угольник (Рис.1.30 б). Чтобы обрабатываемая деталь и угольник при вращении не били и не разбалтывали шпиндель станка в подшипниках, их уравновешивают противовесами.







